


![[Gallery] 3rd. Annual Father's Day Classic Car Show](https://www.racingjunk.com/news/wp-content/uploads/2026/07/Calistoga-2026-18-scaled-e1783026475349-376x206.jpg)


![[Gallery] Blackhawk Museum Stop Over](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_0918-e1782449621944-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The Foundation Of Your Engine From Borowski Race Engines Part 2
In Part One of this “Building Blocks” series, we told you about the trouble (at least in this space in time), the writer had locating something as common as a big block Chevy cylinder block. That’s where Borowski Race Engines entered into the equation. We also briefly mentioned the CNC engine machining capabilities the Borowski folks have. They’re rather extensive, but we’ll get into that later.
Before venturing any further, let’s stop and back up a bit. If, for example, I had decided to buy the block unfinished and machine it locally, here’s some of the things I’d need to get done – much of it with specialized fixturing:
The block would first have to be visually inspected for flaws and then deburred by hand. This obviously takes care of removing casting flash and sharp edges on the block. Since it’s a new block, there’s little need to dry Magnaflux inspect it for cracks, nor is there a pressing need to sonic test the block.
At this point, the back of the block would be trued (or at the least, checked to ensure it’s true). This step can often have the location of the bellhousing dowels verified and trued if necessary.
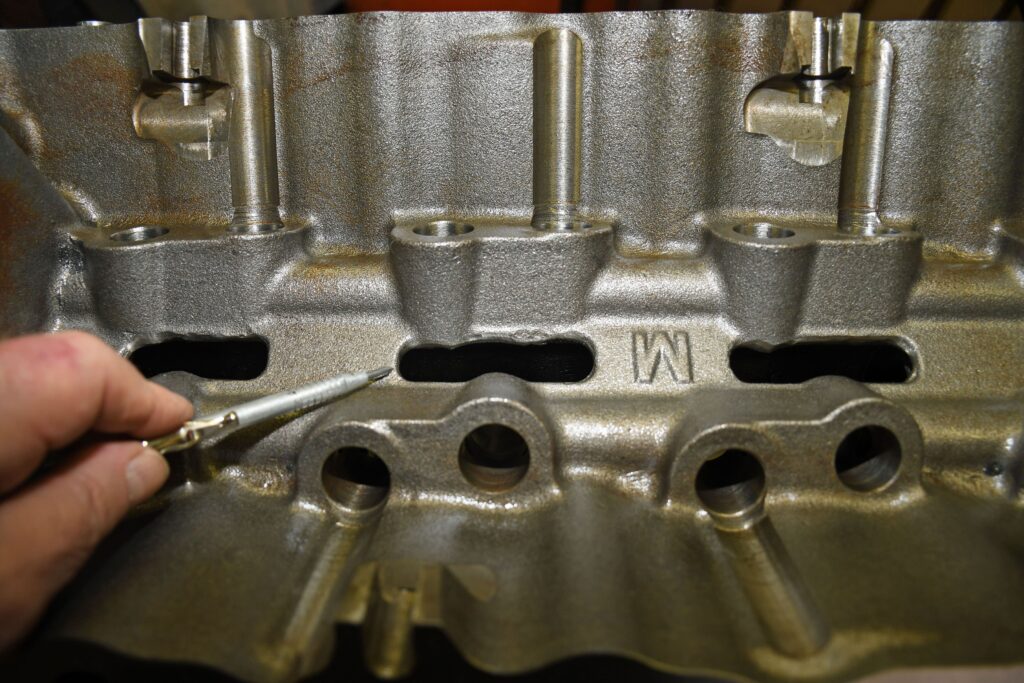
Next up, the main bearing bores would be checked for alignment and size. This is critical since many of the machining operations index directly (or indirectly) off the centerline of the crankshaft. If necessary, the block would have to either be line bored or line honed, depending upon the preference and/or the machine shop capabilities.
From here, the decks can be machined. Typically, they would be square decked. Square decking ensures each deck has a true 45-degree angle machined on each side of the centerline (for a total of 90-degrees). This also ensures the block decks are square to the centerline of the main bearing bore. Here, if you measure from the centerline of the main bearing bore to the deck it must be the same at the front and rear of each cylinder bank. Basically, you’re checking and correcting it from side to side and front to back.
But that’s not all when it comes to the decks. They must be machined to establish the deck height. This is obviously a calculated dimension that takes into account the crankshaft throw (1/2 the stroke), the center to center distance measurement of the connecting rod, the compression height of the piston, piston to deck clearance and quench into account. Once machined, the finish surface finish of the deck must be taken into account. The type of head gasket you select has an effect upon deck surface finish.
Once the deck is complete, the block can be bored. In some cases, the machine shop will use a block mounted boring bar. In others, the boring bar supports the engine by way of the main saddles. Once bored, a crank would have to be installed and clearance for the counterweights at the bottom of the cylinder bores would need checking. If there wasn’t room, the block would require grinding.
In my case, the bore was rough bored, but required honing. With honing, it would need torque plates. It could either honed semi-automatically or by hand.
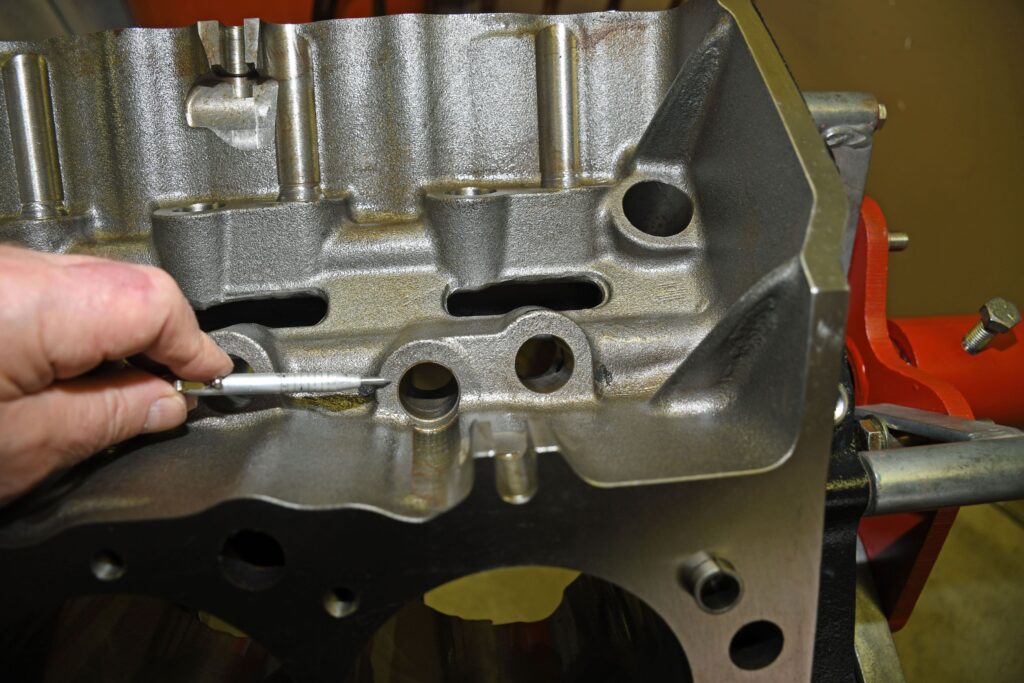
Next up, for my application, the lifter bores would need attention. The reason is I’m using a .905-inch diameter Jesel lifter. The stock BBC lifter bore is designed for .842-inch diameter lifters. Again, this job would require a specialized, rather complex piece of tooling.
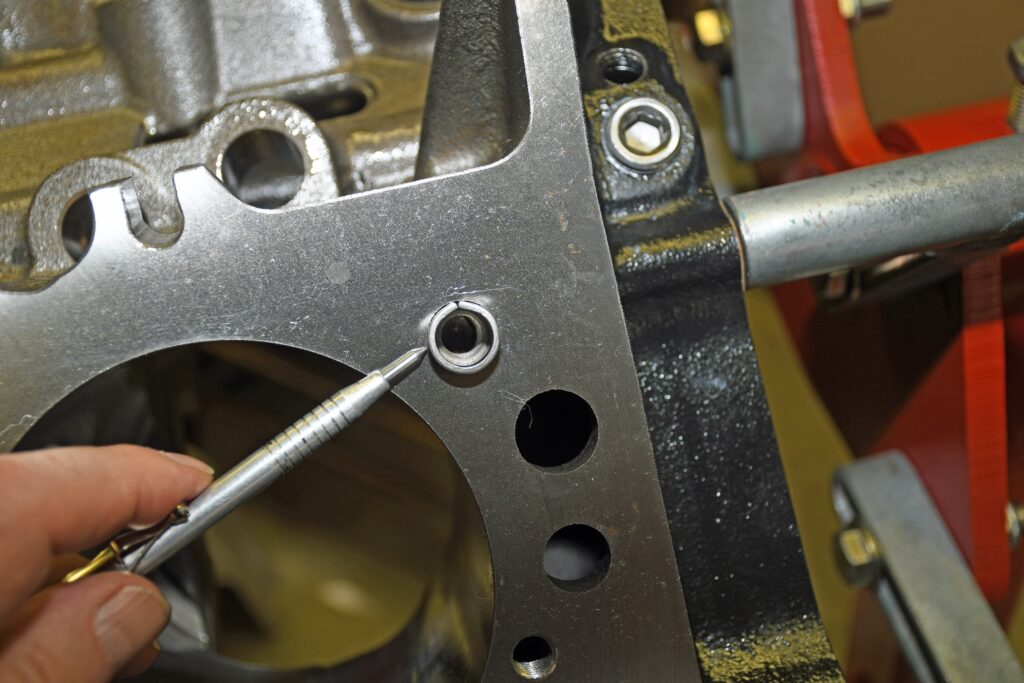
Threads in the block would still have to be chased. In some spots, a chamfer would be required on thread bores.
With all of those machining tasks accomplished, I’d have to clean the block, get the cam bearings installed, install the freeze plugs, install the gallery plugs and paint the block (more on this later).
As you can see, it’s an extensive list. But what does Borowski Racing’s Rottler block machining center do? The truth is, it can do pretty much every machining operation listed, aside from chasing threads, cleaning the block, installing freeze plugs and so on. One thing you should know is the 4-axis CNC setup is also very capable of providing accuracy in the range of 0.0002" and one thousandth of a degree! It is also other capabilities, including precisely probing the cylinder block. Check this link courtesy of Borowski Racing – it shows how the measuring system works:
Instagram time-lapse video of a probe cycle
That’s a wrap for this issue. Next time around, we’ll dig deeper into the block machining process. Ken McCaul will provide considerable insight into CNC honing along with checking cylinder wall finish. You should find it rather interesting. While you’re waiting for Part 3, check out the accompanying photos:
Source – Building Blocks:
Borowski Race Engines, Inc.
1545 Mound Rd,
Rockdale IL, 60436
Phone: (815) 725-2727
Website: https://borowskirace.com)
Click Here to Begin Slideshow
Before venturing any further, let’s stop and back up a bit. If, for example, I had decided to buy the block unfinished and machine it locally, here’s some of the things I’d need to get done – much of it with specialized fixturing:
The block would first have to be visually inspected for flaws and then deburred by hand. This obviously takes care of removing casting flash and sharp edges on the block. Since it’s a new block, there’s little need to dry Magnaflux inspect it for cracks, nor is there a pressing need to sonic test the block.
At this point, the back of the block would be trued (or at the least, checked to ensure it’s true). This step can often have the location of the bellhousing dowels verified and trued if necessary.
Next up, the main bearing bores would be checked for alignment and size. This is critical since many of the machining operations index directly (or indirectly) off the centerline of the crankshaft. If necessary, the block would have to either be line bored or line honed, depending upon the preference and/or the machine shop capabilities.
From here, the decks can be machined. Typically, they would be square decked. Square decking ensures each deck has a true 45-degree angle machined on each side of the centerline (for a total of 90-degrees). This also ensures the block decks are square to the centerline of the main bearing bore. Here, if you measure from the centerline of the main bearing bore to the deck it must be the same at the front and rear of each cylinder bank. Basically, you’re checking and correcting it from side to side and front to back.
But that’s not all when it comes to the decks. They must be machined to establish the deck height. This is obviously a calculated dimension that takes into account the crankshaft throw (1/2 the stroke), the center to center distance measurement of the connecting rod, the compression height of the piston, piston to deck clearance and quench into account. Once machined, the finish surface finish of the deck must be taken into account. The type of head gasket you select has an effect upon deck surface finish.
Once the deck is complete, the block can be bored. In some cases, the machine shop will use a block mounted boring bar. In others, the boring bar supports the engine by way of the main saddles. Once bored, a crank would have to be installed and clearance for the counterweights at the bottom of the cylinder bores would need checking. If there wasn’t room, the block would require grinding.
In my case, the bore was rough bored, but required honing. With honing, it would need torque plates. It could either honed semi-automatically or by hand.
Next up, for my application, the lifter bores would need attention. The reason is I’m using a .905-inch diameter Jesel lifter. The stock BBC lifter bore is designed for .842-inch diameter lifters. Again, this job would require a specialized, rather complex piece of tooling.
Threads in the block would still have to be chased. In some spots, a chamfer would be required on thread bores.
With all of those machining tasks accomplished, I’d have to clean the block, get the cam bearings installed, install the freeze plugs, install the gallery plugs and paint the block (more on this later).
As you can see, it’s an extensive list. But what does Borowski Racing’s Rottler block machining center do? The truth is, it can do pretty much every machining operation listed, aside from chasing threads, cleaning the block, installing freeze plugs and so on. One thing you should know is the 4-axis CNC setup is also very capable of providing accuracy in the range of 0.0002" and one thousandth of a degree! It is also other capabilities, including precisely probing the cylinder block. Check this link courtesy of Borowski Racing – it shows how the measuring system works:
Instagram time-lapse video of a probe cycle
That’s a wrap for this issue. Next time around, we’ll dig deeper into the block machining process. Ken McCaul will provide considerable insight into CNC honing along with checking cylinder wall finish. You should find it rather interesting. While you’re waiting for Part 3, check out the accompanying photos:
Source – Building Blocks:
Borowski Race Engines, Inc.
1545 Mound Rd,
Rockdale IL, 60436
Phone: (815) 725-2727
Website: https://borowskirace.com)
Click Here to Begin Slideshow
would probably be a really interesting story if you could read parts 1 and 2 but thats not possible. whatever part you click on it take you directly to part 3.
if you click on the red highlighted links in the first paragraph, your browser will take you to part1 or part2. Works here. Perhaps consider refreshing your browser?