


![[Gallery] 3rd. Annual Father's Day Classic Car Show](https://www.racingjunk.com/news/wp-content/uploads/2026/07/Calistoga-2026-18-scaled-e1783026475349-376x206.jpg)


![[Gallery] Blackhawk Museum Stop Over](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_0918-e1782449621944-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The Foundation Of Your Engine From Borowski Race Engines Part 1
Click Here to Begin Slideshow
Borowski Race Engines has earned itself a pretty big reputation as builders of thumping LS engines. Those LS powerplants cover the spectrum from “mild” mannered 600+ examples all the way up to full tilt twin turbo jobs producing 3500 or so horsepower (!). In all fairness, it’s hard (if not impossible) to get a dyno to handle those huge numbers. They’re beyond the limitations of most dynos. So, to get there, the boost has to be kept lower than maxed out and the numbers are then extrapolated mathematically. That’s pretty much how everyone does it. In between the 600 horse and 3500 horse models are a multitude of naturally aspirated, supercharged, nitrous boosted and turbo charged examples. And we’ve covered some of them in previous articles (see Part 1 of that series here: https://www.racingjunk.com/news/inside-the-big-power-ls-engine-packages-from-borowski-racing-part-1/).
Aside from LS combinations, Borowski also builds a wide range of early big and small block Chevys. Over the years, they’ve also built Chevy “W” engines (think 348-409), Fords, Chevy V6’s and even the odd Buick big block. But keep in mind, their real stock in trade are LS combinations, Big Block Chevys and Small Block Chevys. Purchasing expensive new tooling for a four axis CNC machine tool is expensive, and you can’t expect them to offer CNC machining for less common powerplants.
Fair enough. But when it comes to Big and Small Block Chevys along with LS engines, Borowski also offers everything from short blocks to individual components. And that’s where the writer enters the equation (and this is where the story becomes personal). At the time of this writing (mid-2021), shortages of goods aren’t uncommon. That applies to race parts too. Finding something that would seem simple turns into a logistical nightmare. A surprising example was a big block Chevy cylinder block. Dart didn’t have any blocks available. Neither did the big Midwest mail order companies. And just about every engine builder that had one (or some) was hoarding them for their own use.
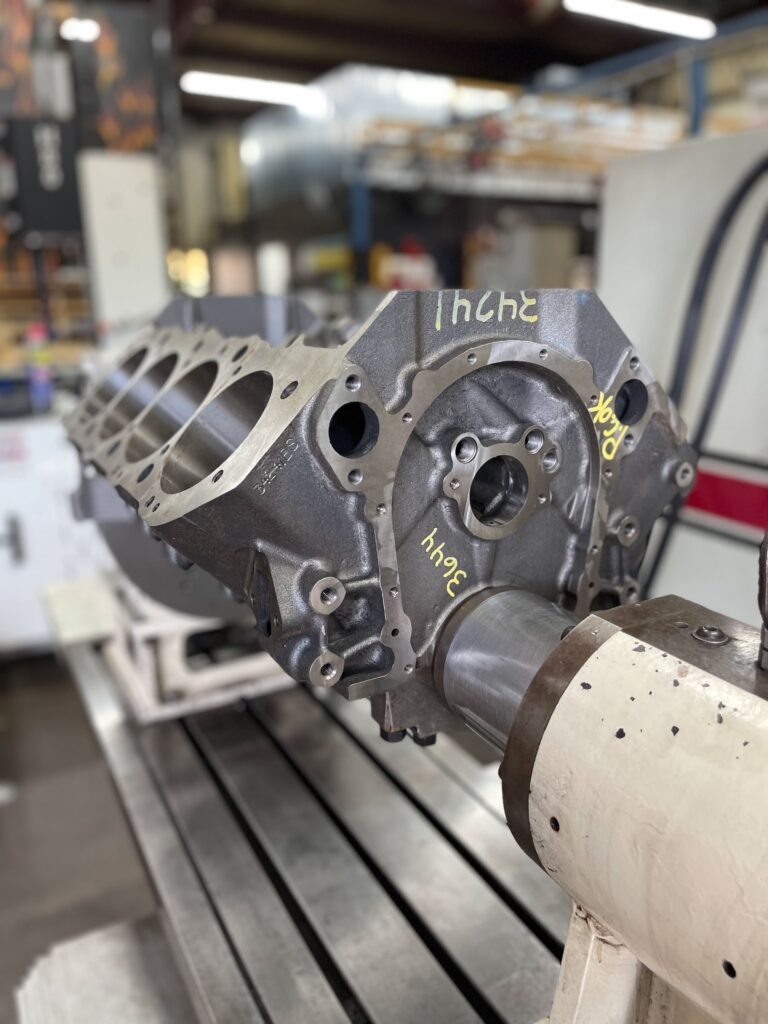
When I reached out to Ken McCaul at Borowski Race Engines, I was pleasantly surprised to find he had a 4.6-inch bore Dart block available, and he’d sell it to me. Even better, there was absolutely zero pricing gouging going on (something that couldn’t be said about some of the other engine builders we reached out to, but we’ll leave it at that). Bonus!
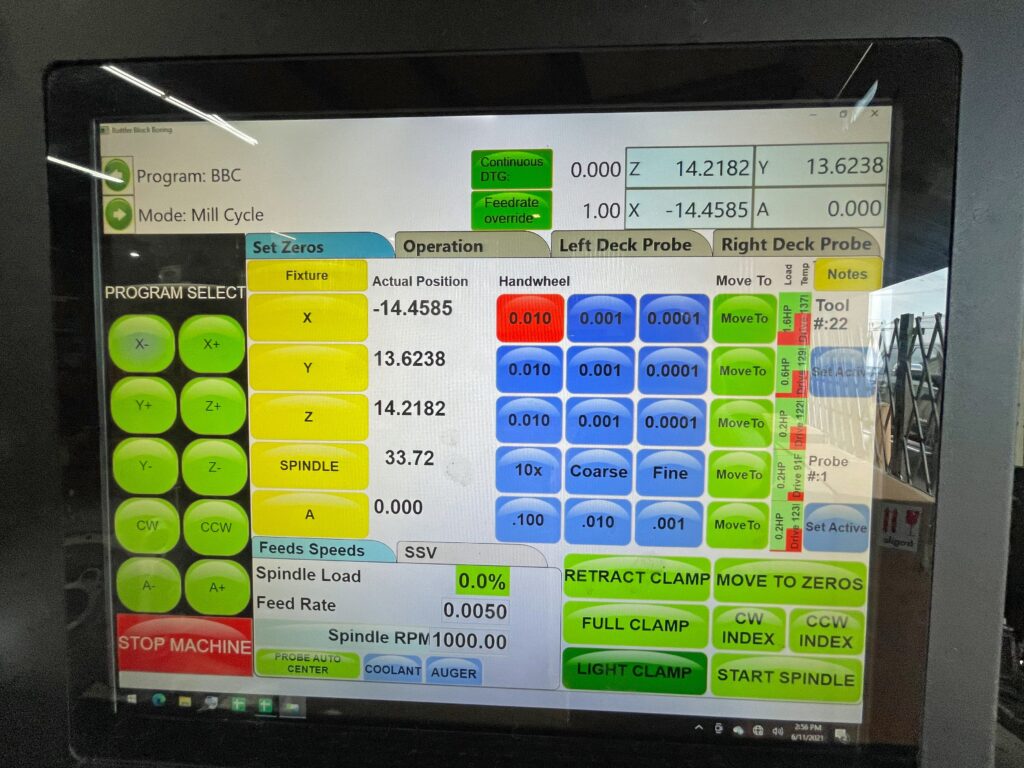
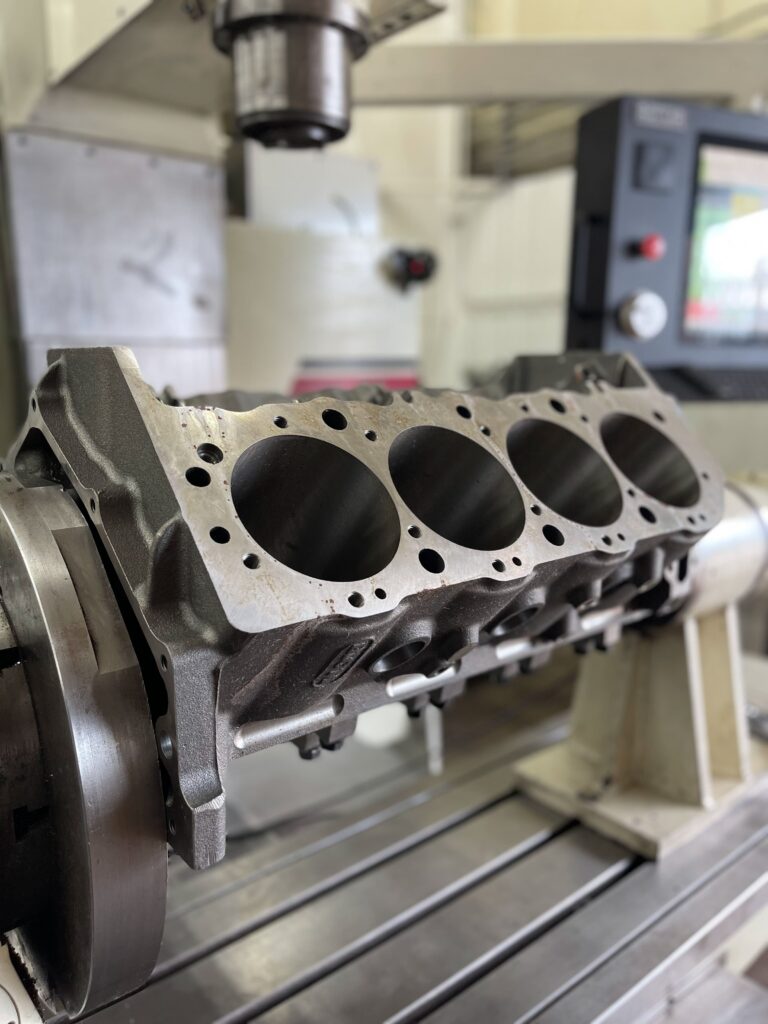
We could have just bought the block and called it a day, but we realized McCaul has a shop full of modern engine machining equipment. Included in the mix is a four axis Rottler multi-purpose CNC machining center along with a Rottler H80 automated CNC hone. They also have the right people on staff to skillfully operate the equipment. The shop is incredibly clean too. As a result of all of this, it was a no brainer: Buy the block and get it machined to suit out specs.
Here’s some background on the block machining centerpiece: The four axis Rottler F68A machining center is actually a cutting edge cylinder block machining tool. When Ken McCaul purchased it, it pretty much eliminated a boring bar, a milling center, numerous pieces of BHJ fixturing and so on they had in their shop. It also eliminated the need to send select pieces to outside vendors for machining. That meant Borowski could control the quality, the timeliness and the cost of machining operations. Now, time doesn’t stand still on high value machining equipment such as the CNC machining center. As a result, Borowski makes it a practice to regularly update and maintain the equipment with the latest hardware, the latest electronics, the latest software. The staff is also kept up to speed on all of these improvements. None of this is inexpensive, but it keeps the shop completely up-to-date.
Over the next couple of issues, we’ll examine many of the steps Borowski takes to CNC machine, CNC hone and otherwise finish a cylinder block. You’ll eventually discover how it works and how it stacks up (dimension wise). Watch for it. But in the meantime, check out the accompanying photo slideshow:
###
Source – Building Blocks:
Borowski Race Engines, Inc.
1545 Mound Rd,
Rockdale IL, 60436
Phone: (815) 725-2727
Website: https://borowskirace.com)
Click Here to Begin Slideshow
Borowski Race Engines has earned itself a pretty big reputation as builders of thumping LS engines. Those LS powerplants cover the spectrum from “mild” mannered 600+ examples all the way up to full tilt twin turbo jobs producing 3500 or so horsepower (!). In all fairness, it’s hard (if not impossible) to get a dyno to handle those huge numbers. They’re beyond the limitations of most dynos. So, to get there, the boost has to be kept lower than maxed out and the numbers are then extrapolated mathematically. That’s pretty much how everyone does it. In between the 600 horse and 3500 horse models are a multitude of naturally aspirated, supercharged, nitrous boosted and turbo charged examples. And we’ve covered some of them in previous articles (see Part 1 of that series here: https://www.racingjunk.com/news/inside-the-big-power-ls-engine-packages-from-borowski-racing-part-1/).
Aside from LS combinations, Borowski also builds a wide range of early big and small block Chevys. Over the years, they’ve also built Chevy “W” engines (think 348-409), Fords, Chevy V6’s and even the odd Buick big block. But keep in mind, their real stock in trade are LS combinations, Big Block Chevys and Small Block Chevys. Purchasing expensive new tooling for a four axis CNC machine tool is expensive, and you can’t expect them to offer CNC machining for less common powerplants.
Fair enough. But when it comes to Big and Small Block Chevys along with LS engines, Borowski also offers everything from short blocks to individual components. And that’s where the writer enters the equation (and this is where the story becomes personal). At the time of this writing (mid-2021), shortages of goods aren’t uncommon. That applies to race parts too. Finding something that would seem simple turns into a logistical nightmare. A surprising example was a big block Chevy cylinder block. Dart didn’t have any blocks available. Neither did the big Midwest mail order companies. And just about every engine builder that had one (or some) was hoarding them for their own use.
When I reached out to Ken McCaul at Borowski Race Engines, I was pleasantly surprised to find he had a 4.6-inch bore Dart block available, and he’d sell it to me. Even better, there was absolutely zero pricing gouging going on (something that couldn’t be said about some of the other engine builders we reached out to, but we’ll leave it at that). Bonus!
We could have just bought the block and called it a day, but we realized McCaul has a shop full of modern engine machining equipment. Included in the mix is a four axis Rottler multi-purpose CNC machining center along with a Rottler H80 automated CNC hone. They also have the right people on staff to skillfully operate the equipment. The shop is incredibly clean too. As a result of all of this, it was a no brainer: Buy the block and get it machined to suit out specs.
Here’s some background on the block machining centerpiece: The four axis Rottler F68A machining center is actually a cutting edge cylinder block machining tool. When Ken McCaul purchased it, it pretty much eliminated a boring bar, a milling center, numerous pieces of BHJ fixturing and so on they had in their shop. It also eliminated the need to send select pieces to outside vendors for machining. That meant Borowski could control the quality, the timeliness and the cost of machining operations. Now, time doesn’t stand still on high value machining equipment such as the CNC machining center. As a result, Borowski makes it a practice to regularly update and maintain the equipment with the latest hardware, the latest electronics, the latest software. The staff is also kept up to speed on all of these improvements. None of this is inexpensive, but it keeps the shop completely up-to-date.
Over the next couple of issues, we’ll examine many of the steps Borowski takes to CNC machine, CNC hone and otherwise finish a cylinder block. You’ll eventually discover how it works and how it stacks up (dimension wise). Watch for it. But in the meantime, check out the accompanying photo slideshow:
###
Source – Building Blocks:
Borowski Race Engines, Inc.
1545 Mound Rd,
Rockdale IL, 60436
Phone: (815) 725-2727
Website: https://borowskirace.com)
Click Here to Begin Slideshow
Leave a Reply