

![[Gallery] 3rd. Annual Father's Day Classic Car Show](https://www.racingjunk.com/news/wp-content/uploads/2026/07/Calistoga-2026-18-scaled-e1783026475349-376x206.jpg)


![[Gallery] Blackhawk Museum Stop Over](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_0918-e1782449621944-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
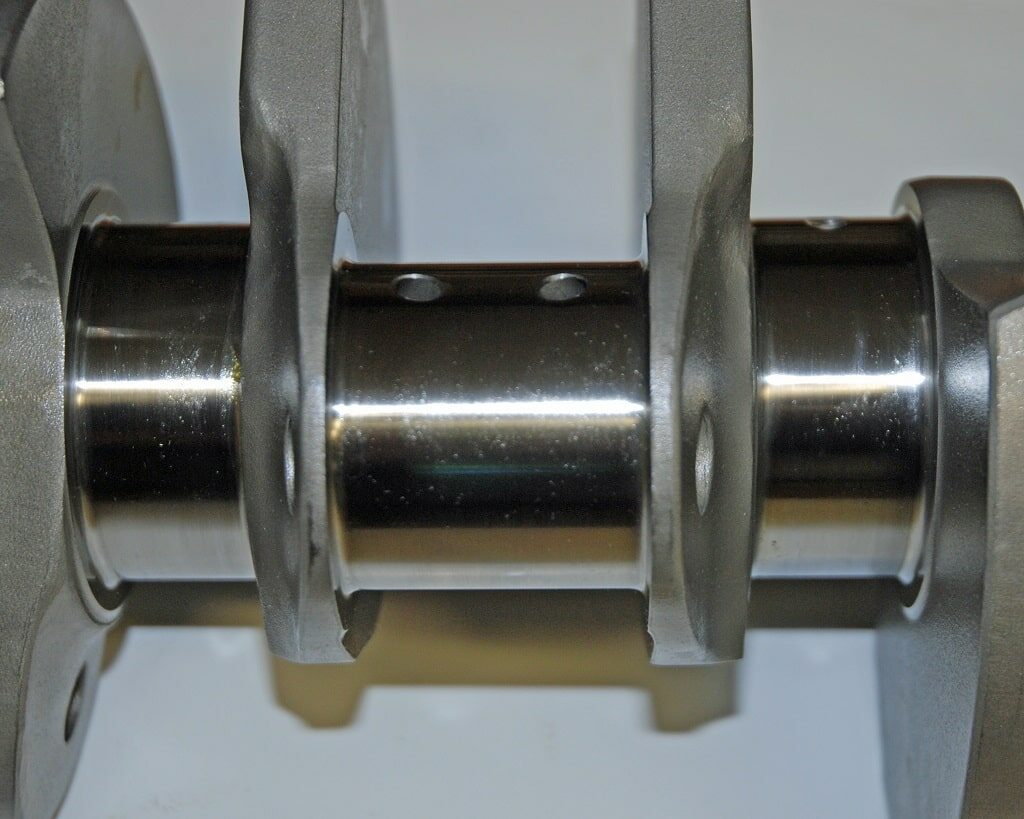
Talking Crankshafts with Tom Molnar – Part 1
Click Here to Begin Slideshow
Tom Molnar, owner of Molnar Technologies (www.molnartechnologies.com) is one of the racing industry’s top minds when it comes to crankshafts and connecting rod technology. Tom helped start Oliver Racing parts, where he was the General Manager. Molnar was also responsible for designing all of their rods, tooling and fixtures as well as the overall manufacturing processes. He also wrote every CNC program they used to manufacture a rod or a crankshaft. That’s not the end of it either (Tom has an incredibly deep resume):
Almost 15 years ago, Tom left Oliver to start K1 Technologies. He eventually sold that company to Dover PMI, which also owns JE Pistons, Wiseco Pistons and, at one time, Carrillo Connecting Rods. Tom stayed on as an employee for several years, but in 2011, he decided he wasn't a big company type of guy and resigned from his position with K1. Since he was now out of work, too young to retire and had no experience in any other sort of work, he took his 30+ years in the rod and crank business and started a new company called Molnar Technologies.
For us, that work experience pays some rather big dividends. Tom is more than willing to share his knowledge with us. This time around we’re going to provide you with 18 crankshaft tech questions and answers. You might be surprised at some of the responses to our questions. Here’s the first segment:
(1) What is the material of choice for a crankshaft? Why is this material superior?
The most common material for crankshafts is 4340 due to its strength and great fatigue life. There are other materials, such as EN30B, that are used for cranks, but due to cost they are limited to only the very high end applications where budget is not as much of an issue.
(2) Is there an advantage to a billet crank over a forging (or vise-versa)?
A billet crank starts out with a bar of material that, depending on the crank, often weighs about 275 pounds. Everything that does not look like a crank is machined away and turned into chips, leaving a crank that usually weighs 45-50 pounds. This is a very expensive and time consuming way to make a part. A forging, on the other hand, starts with a smaller diameter bar of steel that is heated and pressed into a part that looks more like a crank than the bar of material used to make a billet crank. This greatly reduces the amount of machining and reduces cost. We have all heard about grain flow and how it increases the strength of a part. A forging has grain flow that approximately follows the shape of the part, while a billet crank will have grain flow that runs straight from one end of the crank to the other. In this respect, a forging will be stronger than a billet. This is true as long as the part is not heat treated. If the heat treating of a 4340 part is done correctly, it will transform the grain structure into a very fine grain martensitic grain structure and the “grain flow” will be gone. This fine gran structure is ultimately stronger than the part with the grain flow.
(3) What is the difference between twist and non-twist crankshafts?
A non-twist crankshaft requires more complex forging dies that form the crank with all of the rod pins in the correct location. A “twist” type of forging forms the crank in what looks like a flat plane configuration. The crank is then heated again and the forging is twisted to put the rod pins in their correct location.
(4) Is grain flow important in a forged component such as a crankshaft?
The grain flow in a forged part does make the part stronger, but in the case of medium carbon materials such as 4130 and 4340, if the part is properly heat treated the grain structure of the material is refined (ideally into a fine grain martensitic structure) and the grain flow is no longer present.
(5) How important is heat-treating in a crankshaft?
Heat-treating is done to increase tensile and fatigue strength. Nitriding does not increase strength but does provide a very hard wear surface to preserve the size and shape of the bearing surfaces.
(6) Why are some crankshafts shot peened?
In some cases shot peening makes for a nicer looking finish. The main goal of shot peening on any part is to provide a compressive stress layer, which improves fatigue life. Since this process is done before the final nitriding and the nitriding process is done at a fairly high temperature, some of the compressive layer is relaxed and gone.
Keep an eye out for our next article in this series - we'll return with more interesting info from Tom there and in the wrap-up!
Tom Molnar, owner of Molnar Technologies (www.molnartechnologies.com) is one of the racing industry’s top minds when it comes to crankshafts and connecting rod technology. Tom helped start Oliver Racing parts, where he was the General Manager. Molnar was also responsible for designing all of their rods, tooling and fixtures as well as the overall manufacturing processes. He also wrote every CNC program they used to manufacture a rod or a crankshaft. That’s not the end of it either (Tom has an incredibly deep resume):
Almost 15 years ago, Tom left Oliver to start K1 Technologies. He eventually sold that company to Dover PMI, which also owns JE Pistons, Wiseco Pistons and, at one time, Carrillo Connecting Rods. Tom stayed on as an employee for several years, but in 2011, he decided he wasn't a big company type of guy and resigned from his position with K1. Since he was now out of work, too young to retire and had no experience in any other sort of work, he took his 30+ years in the rod and crank business and started a new company called Molnar Technologies.
For us, that work experience pays some rather big dividends. Tom is more than willing to share his knowledge with us. This time around we’re going to provide you with 18 crankshaft tech questions and answers. You might be surprised at some of the responses to our questions. Here’s the first segment:
(1) What is the material of choice for a crankshaft? Why is this material superior?
The most common material for crankshafts is 4340 due to its strength and great fatigue life. There are other materials, such as EN30B, that are used for cranks, but due to cost they are limited to only the very high end applications where budget is not as much of an issue.
(2) Is there an advantage to a billet crank over a forging (or vise-versa)?
A billet crank starts out with a bar of material that, depending on the crank, often weighs about 275 pounds. Everything that does not look like a crank is machined away and turned into chips, leaving a crank that usually weighs 45-50 pounds. This is a very expensive and time consuming way to make a part. A forging, on the other hand, starts with a smaller diameter bar of steel that is heated and pressed into a part that looks more like a crank than the bar of material used to make a billet crank. This greatly reduces the amount of machining and reduces cost. We have all heard about grain flow and how it increases the strength of a part. A forging has grain flow that approximately follows the shape of the part, while a billet crank will have grain flow that runs straight from one end of the crank to the other. In this respect, a forging will be stronger than a billet. This is true as long as the part is not heat treated. If the heat treating of a 4340 part is done correctly, it will transform the grain structure into a very fine grain martensitic grain structure and the “grain flow” will be gone. This fine gran structure is ultimately stronger than the part with the grain flow.
(3) What is the difference between twist and non-twist crankshafts?
A non-twist crankshaft requires more complex forging dies that form the crank with all of the rod pins in the correct location. A “twist” type of forging forms the crank in what looks like a flat plane configuration. The crank is then heated again and the forging is twisted to put the rod pins in their correct location.
(4) Is grain flow important in a forged component such as a crankshaft?
The grain flow in a forged part does make the part stronger, but in the case of medium carbon materials such as 4130 and 4340, if the part is properly heat treated the grain structure of the material is refined (ideally into a fine grain martensitic structure) and the grain flow is no longer present.
(5) How important is heat-treating in a crankshaft?
Heat-treating is done to increase tensile and fatigue strength. Nitriding does not increase strength but does provide a very hard wear surface to preserve the size and shape of the bearing surfaces.
(6) Why are some crankshafts shot peened?
In some cases shot peening makes for a nicer looking finish. The main goal of shot peening on any part is to provide a compressive stress layer, which improves fatigue life. Since this process is done before the final nitriding and the nitriding process is done at a fairly high temperature, some of the compressive layer is relaxed and gone.
Keep an eye out for our next article in this series - we'll return with more interesting info from Tom there and in the wrap-up!
Leave a Reply