


Last issue, we began our look at Mark Williams’ custom brute strength 12 bolt rear end assembly. If you recall, M-W makes use of a special large bore iron center section that offers considerable beef in critical areas (such as the webbing behind the main caps). They install chrome moly axle tubes and TIG-weld the tubes and applicable mount brackets to the housing. This time around, we’ll examine the axles used in this setup. As a heads up, we have (in the past) presented a full four part series on what to look for in axles (Axles 101). This segment won’t be as extensive, so if you need more info, point your cursor to those earlier articles.
For this application (a street-strip car), the only choice for an axle was Mark Williams’ Pro Street package. While some companies simply use a modified truck forging for their axle packages, M-W has a dedicated forging for axles such as this. Williams notes that when using an OEM style axle or a drag race-only axle on the street, you run the risk of breaking the axle flange. That’s why the M-W Pro Street axle is designed with a thicker (heavier) flange than a dedicated drag race axle.
Another big plus with the M-W axle is the large wheel bearing they use. For example, a standard 12-Bolt Chevy axle typically has a 1.400-inch bearing (ID); a small Ford housing has a 1.378-inch ID bearing. Most mid-range performance axles commonly make use of a 1.562-inch ID bearing while M-W Hi-Torque race axles, or in this case, Pro Street axles are engineered to accept a much larger 1.774-inch ID bearing (this is the 45-MM bearing mentioned in the previous segment). That’s a huge difference, especially when you consider that the larger the bearing, the greater the surface area to both carry weight and to transfer the load. That’s not the end of it either. MW’s Pro Street axle bearing is unique in that it can take thrust in either direction. This tapered roller bearing exceeds the radial capacity of common O.E.M. ball and roller bearings.
As you might have guessed, there is no C-Clip for axle retention (which is what GM used on the production line). For the brute strength 12-bolt setup Williams’ crew incorporated one of their weld-on housing end kits. They use a heavy-duty seal and retain the axle by way of a bolt-on retainer.
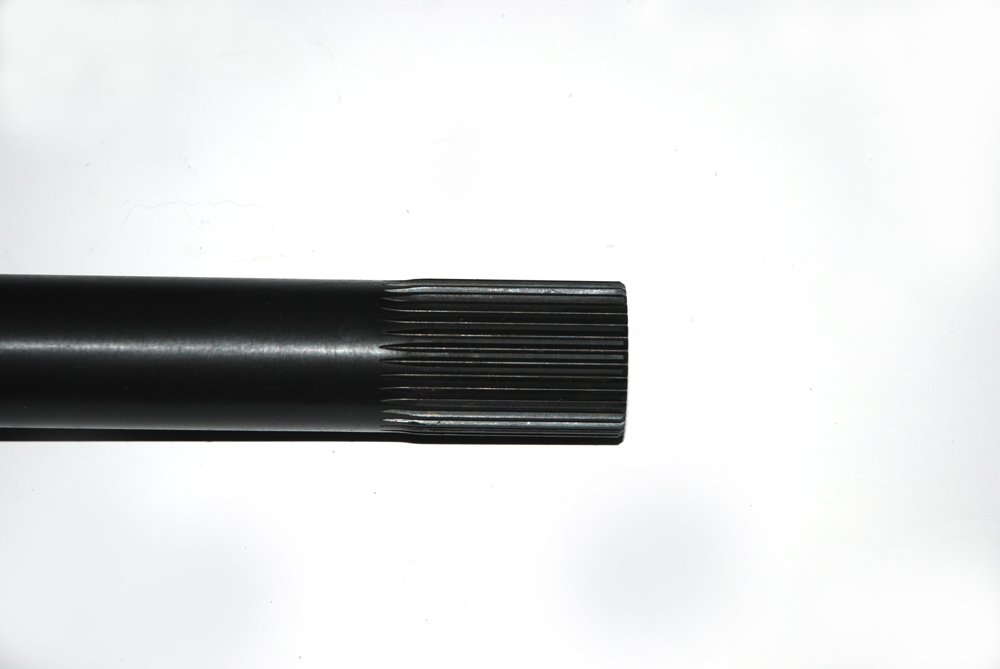
The other big key in making an axle live on the street in a high power application is the axle spline. As pointed out in the past Axle 101-series, the outer edge of the spline defines the major diameter. The lowest portion of the groove within the spline defines the minor diameter. The minor diameter is what determines the strength of the axle shaft. The included angle of the spline (commonly called the “pressure angle”) is important as well. Some pressure angles measure 30-degrees (which works out to a 60-degree included angle). But for racing applications, a 45-degree pressure angle (90-degree included angle) is superior. The reason is, the spline depth is actually shorter, which allows for a larger minor axle diameter (on a specific axle outside diameter).

The majority of modern axles are manufactured with a 24-pitch. If an axle has a 1-inch circular pitch diameter (the mid-point between the major and minor diameters), it would have exactly 24 splines (or teeth). The distance between the centerline of adjacent splines remains constant, so as the diameter of the shaft increases, so does the number of splines. As an example, a 35-spline axle has a major diameter of 1.500-inches while a 40-spline axle measures 1.708-inches in diameter.
Can splines be interchanged? No! For example, compare an OEM 35-spline Dana axle and to Mark Williams’ 35 spline axle. They are not interchangeable because the MW spline features a 45-degree pressure angle, which (obviously) differs from the stock Dana 30-degree pressure angle configuration.

The shape of the axle has a major influence upon ductility. The MW Hi-Torque axle(s) shown in the accompanying photos taper from the axle bearing shoulder (1.774 inches) down to the minor diameter of the spline. This creates a profile in the shape of a triangle. In turn, this triangulation provides the axle with more resistance to bowing (it’s not uncommon for high horsepower cars to bow, which creates an axle toe-in situation — obviously this has an effect upon performance). Approximately one-third of the axle remains in the minor diameter to allow for torsion bar-like twisting. The triangulated profile of the axle prevents it from permanently changing shape.
You’ll also find the axles have a reduced diameter after the spline. In order for a splined shaft to carry its maximum torsional load it is necessary to have a working shaft diameter smaller than the major spline diameter. The reduced section after the spline works in the same way as a torsion bar — allowing the rotational wind up to occur over a longer area. This prevents the axle from experiencing permanent set (more below). Axles that are not undercut will twist at the end of the spline engagement and eventually fail at this point. That’s one reason why cut and re-splined axles aren’t exactly a good idea.
Watch for more in our next issue. We’ll look at the very special 35 spline Detroit Locker Williams used in the build of our brute strength 12 bolt. It’s a trick piece.
Leave a Reply