

![[Gallery] 3rd. Annual Father's Day Classic Car Show](https://www.racingjunk.com/news/wp-content/uploads/2026/07/Calistoga-2026-18-scaled-e1783026475349-376x206.jpg)


![[Gallery] Blackhawk Museum Stop Over](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_0918-e1782449621944-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Choosing Custom Pro Built 9-Inch Leaf Spring Fabricated Housings Part II
Click Here to Begin Slideshow
In the first issue, we briefly discussed how fabricated housing came to be and why they make sense. We also showed you the beginnings of a custom Jerry Bickel Race Cars leaf spring housing filled with Mark Williams and Smith Racecraft hardware. Here’s the second part:
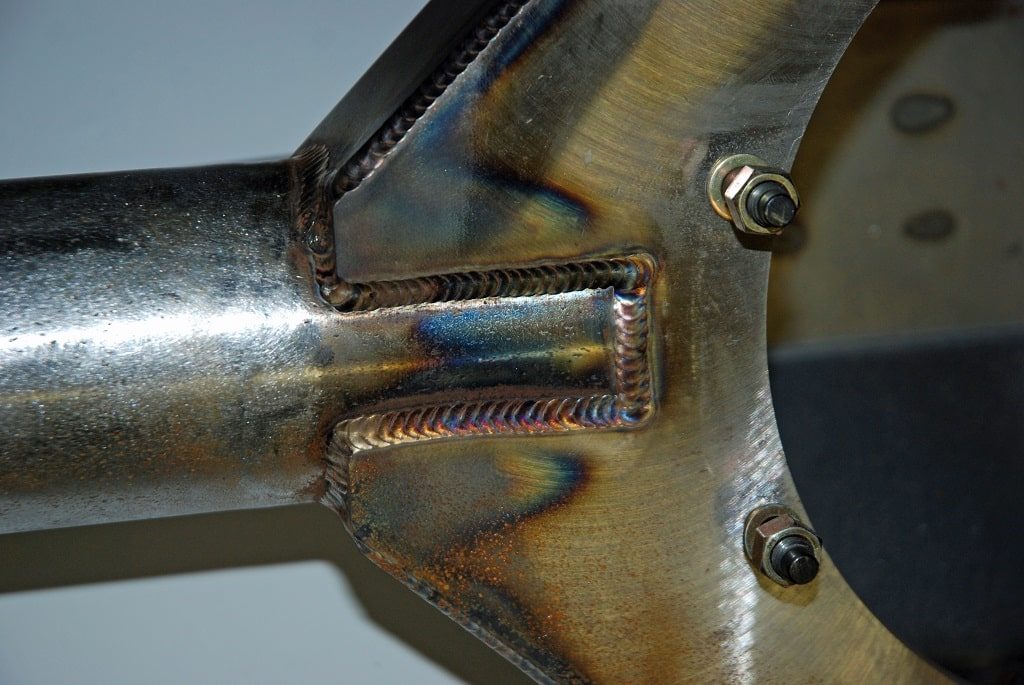
Bickel braces the faceplate to the back of the housing cone in four places using rectangular box section tubing (more in the accompanying photos). This is the “caging” we mentioned previously. The braces or gussets are triangulated and prevent the center section from moving fore and aft. This is the hypoid action of every ring and pinion (Ford or otherwise) which we mentioned previously. To recap, it will always try to force the ring gear out the back of the housing or carrier. The more power available and the better the traction, the more aggressive the fore-aft action. With the gussets in place, this fore-aft movement isn’t possible. The result is more power to the ground and significantly improved ring gear life.
Another contributor to gear life is the way the bulkheads inside the cone are arranged. With careful planning, Bickel is able to limit the amount of oil drain back away from the ring and pinion. Why is this important? It’s pretty simple: At race speeds, there simply may not be sufficient rear axle lube on the ring gear in a stock rear axle assembly.
JBRC builds these bare Pro housings in 32-inch, 40-inch and 50-inch overall widths. The application is a car that uses stock leaf springs in the stock location. Because of that, the 50-inch width housing is perfect, at least for our application. We needed a 52.5-inch overall width. This is slightly narrower than stock; however, this width allows us to use a very common 4 1/4-inch backspace wheel with stock frame rails and stock wheel tubs (otherwise, with a stock width, it’s custom wheel time). To get to the right width with correct pinion offset, the housing end has to be added to the overall width equation. We used M-W housing ends for multiple reasons – one big one is they’re longer overall than the competition. More below:
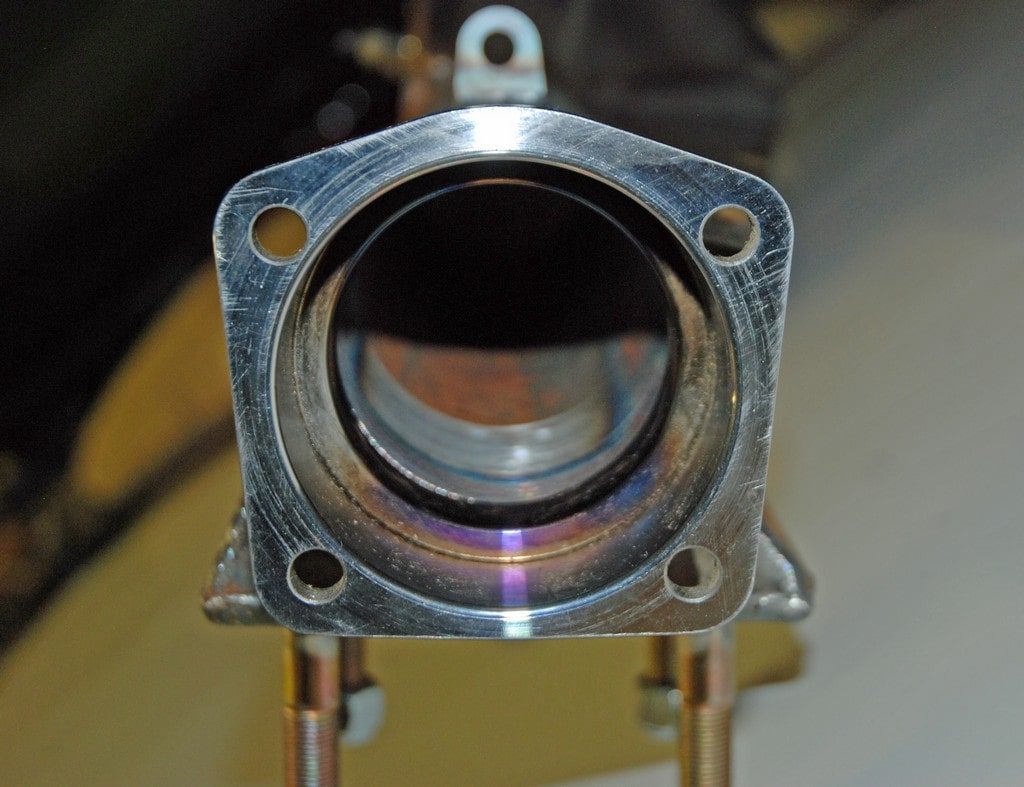
The next consideration for a housing is the ends. In our case, the plan was to use a stock GM (small) drum brake assembly from Mark Williams. This application is also destined for street (and street-strip) use and the idea is to keep the stock rear 9-1/2-inch GM drum brakes. Unknown to many folks is the fact there are differences in wheel bearings and seals for different housing ends. Mark Williams offers two different housing ends for the small brake GM application. One of them is engineered to work with a sealed axle bearing along with an O-ring style seal (plus secondary seal provisions). These housing ends are perfect for racecars or cars that see a limited amount of street use.
The other housing end M-W manufactures is designed for use with a heavy-duty Timken unit bearing (M-W part number 58506) with an outside seal. Unit bearings are self-contained, unitized assemblies engineered to carry heavy radial loads. They’re also capable of managing thrust loads in either direction. Williams actually builds this unit bearing setup for circle track applications, but they’ve found it to be perfectly suited for street-strip combinations that see a lot of use. This is the housing end we selected for our application. The M-W part number is 58560. And by the way, this housing end works on 3-inch to 3-1/2-inch diameter axle tubes and also has a provision for an additional inboard seal (all M-W housing ends have provisions for an individual inboard seal).
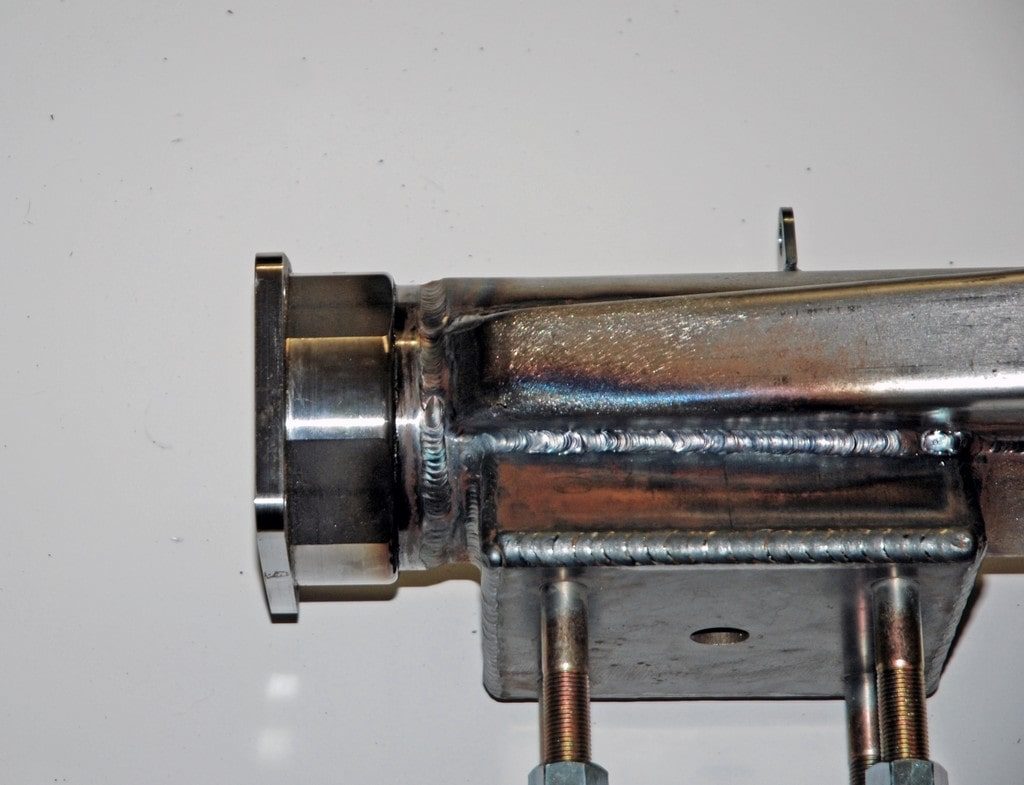
Recall we mentioned housing end length? Housing ends that are short turn into a problem. Williams notes that with a short housing end, no matter how much care is exercised when welding, the bearing bore gets distorted. The end result is you end up opening the bore with a drum sander until the bearing will go in - not exactly the best arrangement. Besides, with a set of short housing ends and the maximum width housing available from JBRC, we’d never achieve our goal of having a 52.5-inch housing overall width along with the right pinion offset.
In order to resolve that issue, M-W housing ends are long enough so that the weld distortion doesn’t affect the bearing bore. The M-W ends are produced from 4130 forgings that are heat treated before machining (they’re actually things of beauty and 100% machined). Utilizing this material and the heat treatment reduces the stress inherent from ends produced from bar stock that can go out of round when welding. If you’re using a 4130-tube housing (which we are), the strength of the housing end is comparable to the rest of the housing.
That isn’t the end of it when it comes to housing ends. If you’re building a new rear end for an application different from the one shown here (a combination without stock GM small drum brakes), Mark Williams has you covered. They offer a whopping 20 different combinations (part numbers). Another big advantage of using M-W housing ends is it allows you to determine what type of brakes you intend to use on your housing. For example, if you choose to use large (easy-to-find) Ford drum brakes on a GM, Mark Williams has a housing end for you. Ditto with aftermarket brakes and so on. Essentially, they have a housing end for every common high performance rear end and brake combination out there. And for every housing end they manufacture, they offer wheel bearings, seals, retainers, axle lock rings and backing plate bolts.
That’s a wrap for this issue. Next time around, we’ll complete the three-part series with a look at back bracing the housing, and we’ll also examine some rather special spring perches. Keep your browser pointed to these for more.
In the first issue, we briefly discussed how fabricated housing came to be and why they make sense. We also showed you the beginnings of a custom Jerry Bickel Race Cars leaf spring housing filled with Mark Williams and Smith Racecraft hardware. Here’s the second part:
Bickel braces the faceplate to the back of the housing cone in four places using rectangular box section tubing (more in the accompanying photos). This is the “caging” we mentioned previously. The braces or gussets are triangulated and prevent the center section from moving fore and aft. This is the hypoid action of every ring and pinion (Ford or otherwise) which we mentioned previously. To recap, it will always try to force the ring gear out the back of the housing or carrier. The more power available and the better the traction, the more aggressive the fore-aft action. With the gussets in place, this fore-aft movement isn’t possible. The result is more power to the ground and significantly improved ring gear life.
Another contributor to gear life is the way the bulkheads inside the cone are arranged. With careful planning, Bickel is able to limit the amount of oil drain back away from the ring and pinion. Why is this important? It’s pretty simple: At race speeds, there simply may not be sufficient rear axle lube on the ring gear in a stock rear axle assembly.
JBRC builds these bare Pro housings in 32-inch, 40-inch and 50-inch overall widths. The application is a car that uses stock leaf springs in the stock location. Because of that, the 50-inch width housing is perfect, at least for our application. We needed a 52.5-inch overall width. This is slightly narrower than stock; however, this width allows us to use a very common 4 1/4-inch backspace wheel with stock frame rails and stock wheel tubs (otherwise, with a stock width, it’s custom wheel time). To get to the right width with correct pinion offset, the housing end has to be added to the overall width equation. We used M-W housing ends for multiple reasons – one big one is they’re longer overall than the competition. More below:
The next consideration for a housing is the ends. In our case, the plan was to use a stock GM (small) drum brake assembly from Mark Williams. This application is also destined for street (and street-strip) use and the idea is to keep the stock rear 9-1/2-inch GM drum brakes. Unknown to many folks is the fact there are differences in wheel bearings and seals for different housing ends. Mark Williams offers two different housing ends for the small brake GM application. One of them is engineered to work with a sealed axle bearing along with an O-ring style seal (plus secondary seal provisions). These housing ends are perfect for racecars or cars that see a limited amount of street use.
The other housing end M-W manufactures is designed for use with a heavy-duty Timken unit bearing (M-W part number 58506) with an outside seal. Unit bearings are self-contained, unitized assemblies engineered to carry heavy radial loads. They’re also capable of managing thrust loads in either direction. Williams actually builds this unit bearing setup for circle track applications, but they’ve found it to be perfectly suited for street-strip combinations that see a lot of use. This is the housing end we selected for our application. The M-W part number is 58560. And by the way, this housing end works on 3-inch to 3-1/2-inch diameter axle tubes and also has a provision for an additional inboard seal (all M-W housing ends have provisions for an individual inboard seal).
Recall we mentioned housing end length? Housing ends that are short turn into a problem. Williams notes that with a short housing end, no matter how much care is exercised when welding, the bearing bore gets distorted. The end result is you end up opening the bore with a drum sander until the bearing will go in - not exactly the best arrangement. Besides, with a set of short housing ends and the maximum width housing available from JBRC, we’d never achieve our goal of having a 52.5-inch housing overall width along with the right pinion offset.
In order to resolve that issue, M-W housing ends are long enough so that the weld distortion doesn’t affect the bearing bore. The M-W ends are produced from 4130 forgings that are heat treated before machining (they’re actually things of beauty and 100% machined). Utilizing this material and the heat treatment reduces the stress inherent from ends produced from bar stock that can go out of round when welding. If you’re using a 4130-tube housing (which we are), the strength of the housing end is comparable to the rest of the housing.
That isn’t the end of it when it comes to housing ends. If you’re building a new rear end for an application different from the one shown here (a combination without stock GM small drum brakes), Mark Williams has you covered. They offer a whopping 20 different combinations (part numbers). Another big advantage of using M-W housing ends is it allows you to determine what type of brakes you intend to use on your housing. For example, if you choose to use large (easy-to-find) Ford drum brakes on a GM, Mark Williams has a housing end for you. Ditto with aftermarket brakes and so on. Essentially, they have a housing end for every common high performance rear end and brake combination out there. And for every housing end they manufacture, they offer wheel bearings, seals, retainers, axle lock rings and backing plate bolts.
That’s a wrap for this issue. Next time around, we’ll complete the three-part series with a look at back bracing the housing, and we’ll also examine some rather special spring perches. Keep your browser pointed to these for more.
Leave a Reply