

![[Gallery] 3rd. Annual Father's Day Classic Car Show](https://www.racingjunk.com/news/wp-content/uploads/2026/07/Calistoga-2026-18-scaled-e1783026475349-376x206.jpg)


![[Gallery] Blackhawk Museum Stop Over](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_0918-e1782449621944-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Choosing Custom Pro Built 9-Inch Leaf Spring Fabricated Housings Part I
Click Here to Begin Slideshow
Approximately five years ago, we presented a four part series on fabricated Ford rear end housings (Star Wars Axle Housings). The first three segments examined folded sheetmetal fabbed housings while the fourth looked at Mark Williams modular housings. You can review them here:
Part 1
Part 2
Part 3
Part 4
The first three segments of that series looked primarily into housings destined for coil spring rear applications while the last was primarily for aluminum modular housings.
Fair enough, but let’s back up a bit: What is really wrong with a stock Ford housing? The Ford 9-inch is definitely a very popular housing, but you have to remember that the 9-inch hasn't been built for decades. That means the newest junkyard part you'll come across will still be very old and well used (though yes, there are some reproduction clones out there). Aside from age, there are some major drawbacks to the stock 9-inch housing from a drag racing perspective: First, the housing axle tubes are not round. Not only do they taper from 3-1/2-inches down to 3-inches, the tubes all have "flats" which are more or less squashed onto the tubes. Both of these factors force a chassis builder to custom build every bracket, because they aren't symmetrical.
As you’re probably well aware, it's standard practice to add a "box brace" to the rear of a Ford 9-inch. A “box brace” essentially ties the ends of the axle tubes to one another, and at the same time anchors the back of the housing. This addition greatly increases the strength of the housing, eliminating the trend for the housing ends to physically move forward and aft. So far so good, but some high horsepower, heavy cars still manage a mere eight to ten runs on a given ring and pinion set with a modified Ford housing. Now if your piggy bank can't afford a new gear set every race (and who can?), here’s a suggestion: Virtually all 9-inch housing "banjos" are stamped assemblies. Under the strain of fat, sticky tires, added weight and a stout power plant, the stamped construction really doesn't cut it. The result is normally housing flex (at the carrier) that renders pricey ring and pinions useless after a few short passes down the 1320. A big part of the problem is the actual rear "cover" found on the housing. The back plate isn't one piece; it's usually pressed into the housing. The chassis builder is forced to really examine the problem: The hypoid action of the third member still tries to push the rear end out the back of the housing, which exerts forces on the entire third member assembly. Simply welding the cover to the back of the housing isn’t a 100% fix.
A solution to strengthen the stock 9-inch housing is direct and to the point: First the various pieces of the housing are welded together and an internal housing "cage" added. This cage is, in essence, a series of supports that tie the front face of the housing to the sidewall. The result of this hidden work is improved ring and pinion life when compared to a non-caged/non-welded assembly. We’ll dig deeper into this support system later.
There’s more to consider: Decades ago, Professional drag racers were plagued with rear axle housings that bent (see above). Sure, the race teams and chassis builders fortified the housings with countless braces, supports and brackets, but the massive torque loads provided by something like a 632 cubic inch (or larger) engine still manage to convert even the stoutest modified Ford pieces into metal spaghetti. In some instances, the fortified axle housings would bend and remain bent. In other more mysterious cases, the housings would bend during the initial drag strip launch and then snap back into form as the run was completed, acting much like a huge, transverse torsion bar. Needless to say, chasing a problem that vanished after a run proved frustrating for many a racer.
With all the cutting and pasting, the chassis builder usually begins with only the skeletal remains of the stock Ford housing, then starts from scratch. As you can imagine, this isn't a very cost or time efficient way to build a rear axle housing. There has to be something better. And there is. Instead of using marginal factory components, some housings are now built entirely from scratch. That’s what we showed in the original series linked above.
That original series we mentioned above looked at rear ends primarily designed for use in cars that were fitted with four links and coil over shocks. A burning question remained: "What if you took that same fabricated sheet metal approach for a leaf spring car and came up with an equally slick housing?" That’s something this writer pondered for a long time. We looked at what was available and quickly discovered there was little or nothing on the market that could work in a leaf spring application, and at the same time was constructed with top shelf components (there are a few examples out there built with lesser components). In the process of figuring out what we could come up with, we contacted three individuals with our idea for a fabricated leaf spring rear end housing. The trio included Jerry Bickel at www.jerrybickel.com, Mark Williams at www.markwilliams.com and Kim Smith at www.smithracecraft.com. Each of these folks had some special parts in their respective arsenals. All had in-depth knowledge of high strength drag race rear end housings. We wanted to tap that knowledge and mix those pieces into a unique housing. And that’s exactly what happened!
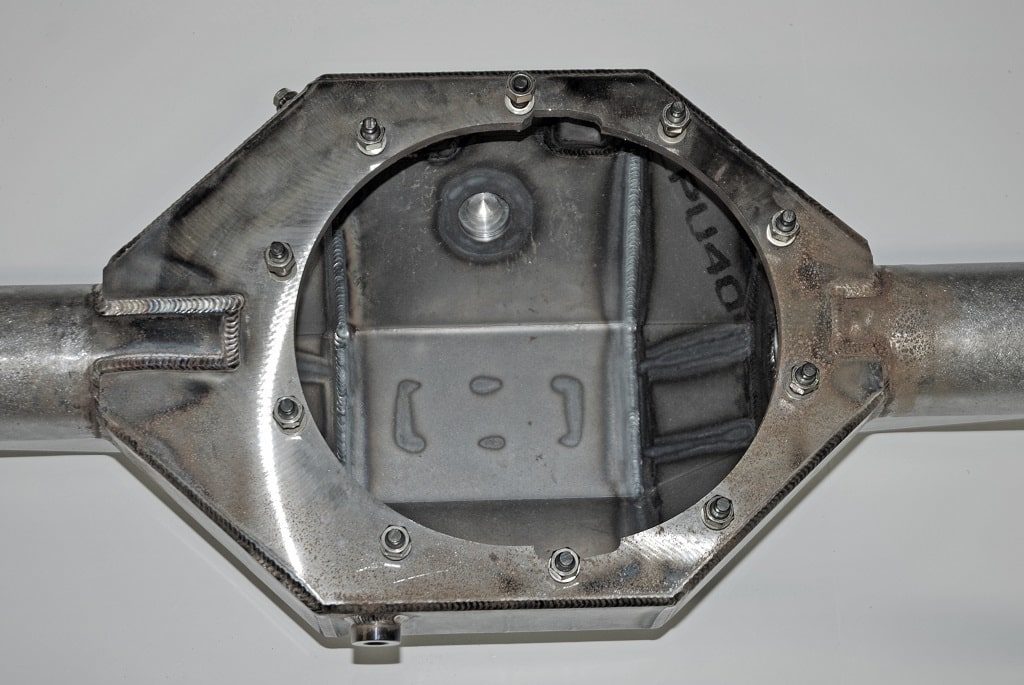
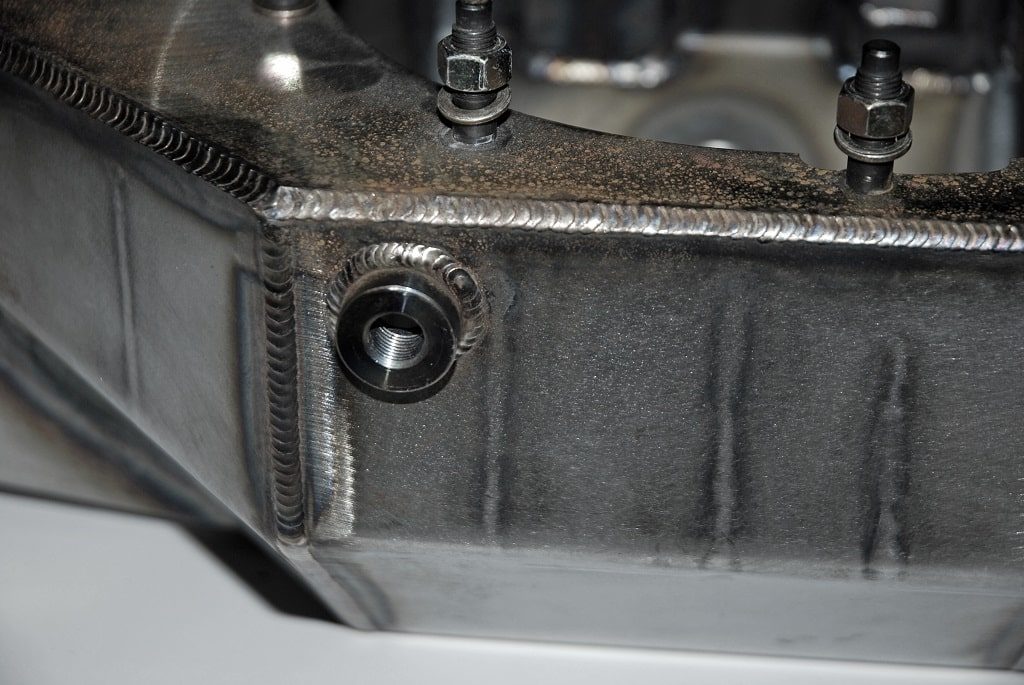
The beginning is a bare 4130 “Pro HD” housing from Jerry Bickel. The housing is based upon a Tig welded 4130 steel center with 3.250 4130-axle tubes. The faceplate is precision milled with water jet cut mounting holes. Screw-in studs are used to mount the third member. It will accept a large 9.5-inch diameter ring gear (although we’ll never use one). The housing works for a four link with 17-inch center, but again, we’re not using one. Finally, it comes complete with a slick billet filler cap, a drain and a housing vent.
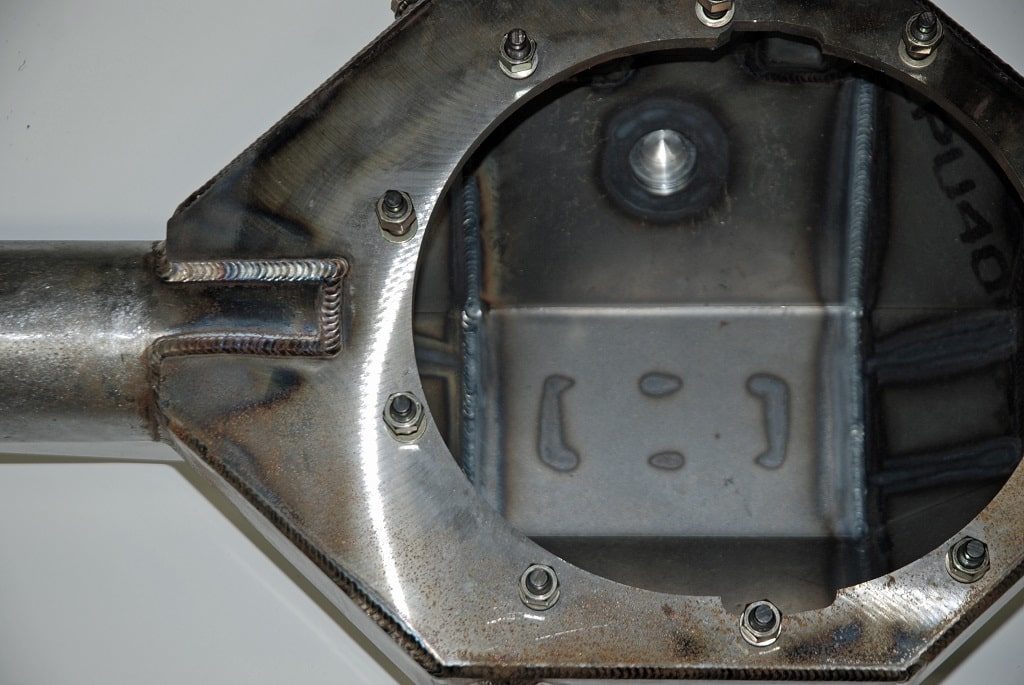
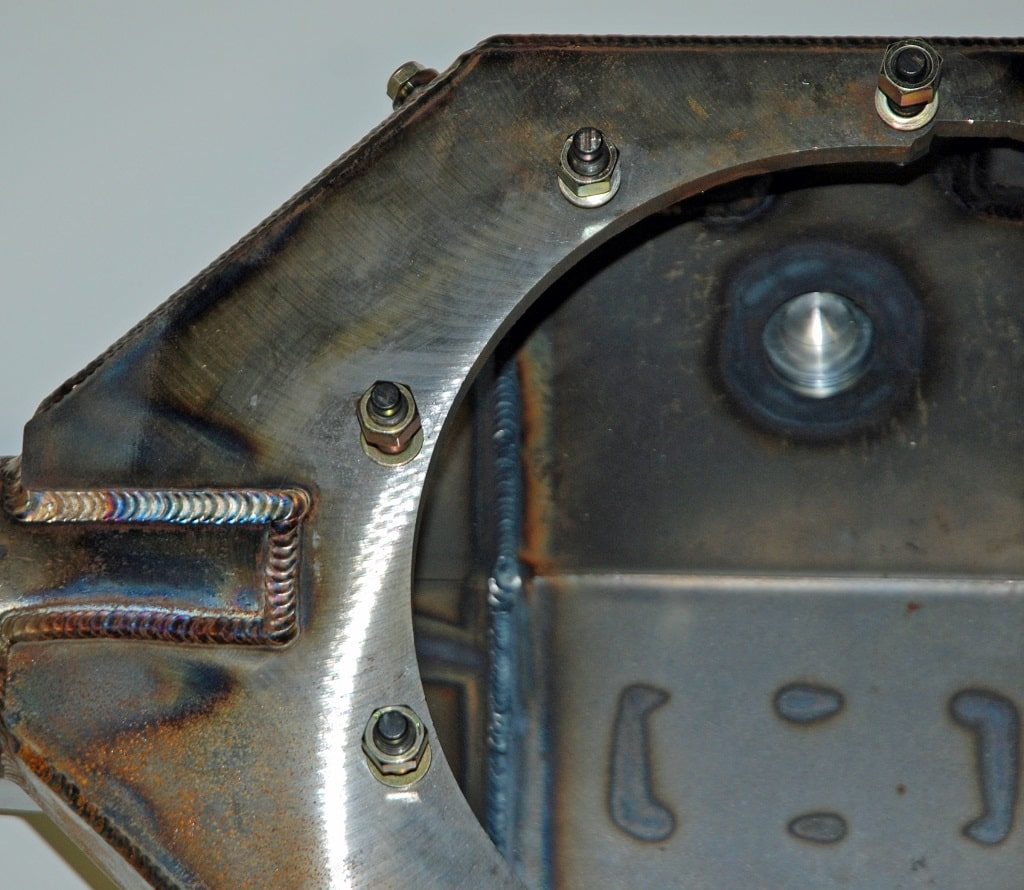
In terms of construction, Jerry Bickel builds the center of his Pro housings with 4130 chrome moly steel sheets. The center section cone components are cut and folded and then mated to the faceplate by way of Tig welding (beautifully, by the way). As pointed out above, the faceplate is precision milled. You can see the milling marks in the accompanying photos. That means the center section will bolt in correctly. As pointed out above, the chrome moly axle tubes are 3.250-inches in diameter. They’re locked into the center section by way of an internal bulkhead. The axle tubes are in turn completely welded (360 degrees) to the inside of the bulkhead, welded to the faceplate and completely welded to the exterior cone. The bottom line here is that the tubes aren’t going anywhere.
Next issue we’ll dig deeper into the JBRC housing construction, plus we’ll examine Mark Williams’ housing ends. What you see might be surprising. Watch for it!
Approximately five years ago, we presented a four part series on fabricated Ford rear end housings (Star Wars Axle Housings). The first three segments examined folded sheetmetal fabbed housings while the fourth looked at Mark Williams modular housings. You can review them here:
Part 1
Part 2
Part 3
Part 4
The first three segments of that series looked primarily into housings destined for coil spring rear applications while the last was primarily for aluminum modular housings.
Fair enough, but let’s back up a bit: What is really wrong with a stock Ford housing? The Ford 9-inch is definitely a very popular housing, but you have to remember that the 9-inch hasn't been built for decades. That means the newest junkyard part you'll come across will still be very old and well used (though yes, there are some reproduction clones out there). Aside from age, there are some major drawbacks to the stock 9-inch housing from a drag racing perspective: First, the housing axle tubes are not round. Not only do they taper from 3-1/2-inches down to 3-inches, the tubes all have "flats" which are more or less squashed onto the tubes. Both of these factors force a chassis builder to custom build every bracket, because they aren't symmetrical.
As you’re probably well aware, it's standard practice to add a "box brace" to the rear of a Ford 9-inch. A “box brace” essentially ties the ends of the axle tubes to one another, and at the same time anchors the back of the housing. This addition greatly increases the strength of the housing, eliminating the trend for the housing ends to physically move forward and aft. So far so good, but some high horsepower, heavy cars still manage a mere eight to ten runs on a given ring and pinion set with a modified Ford housing. Now if your piggy bank can't afford a new gear set every race (and who can?), here’s a suggestion: Virtually all 9-inch housing "banjos" are stamped assemblies. Under the strain of fat, sticky tires, added weight and a stout power plant, the stamped construction really doesn't cut it. The result is normally housing flex (at the carrier) that renders pricey ring and pinions useless after a few short passes down the 1320. A big part of the problem is the actual rear "cover" found on the housing. The back plate isn't one piece; it's usually pressed into the housing. The chassis builder is forced to really examine the problem: The hypoid action of the third member still tries to push the rear end out the back of the housing, which exerts forces on the entire third member assembly. Simply welding the cover to the back of the housing isn’t a 100% fix.
A solution to strengthen the stock 9-inch housing is direct and to the point: First the various pieces of the housing are welded together and an internal housing "cage" added. This cage is, in essence, a series of supports that tie the front face of the housing to the sidewall. The result of this hidden work is improved ring and pinion life when compared to a non-caged/non-welded assembly. We’ll dig deeper into this support system later.
There’s more to consider: Decades ago, Professional drag racers were plagued with rear axle housings that bent (see above). Sure, the race teams and chassis builders fortified the housings with countless braces, supports and brackets, but the massive torque loads provided by something like a 632 cubic inch (or larger) engine still manage to convert even the stoutest modified Ford pieces into metal spaghetti. In some instances, the fortified axle housings would bend and remain bent. In other more mysterious cases, the housings would bend during the initial drag strip launch and then snap back into form as the run was completed, acting much like a huge, transverse torsion bar. Needless to say, chasing a problem that vanished after a run proved frustrating for many a racer.
With all the cutting and pasting, the chassis builder usually begins with only the skeletal remains of the stock Ford housing, then starts from scratch. As you can imagine, this isn't a very cost or time efficient way to build a rear axle housing. There has to be something better. And there is. Instead of using marginal factory components, some housings are now built entirely from scratch. That’s what we showed in the original series linked above.
That original series we mentioned above looked at rear ends primarily designed for use in cars that were fitted with four links and coil over shocks. A burning question remained: "What if you took that same fabricated sheet metal approach for a leaf spring car and came up with an equally slick housing?" That’s something this writer pondered for a long time. We looked at what was available and quickly discovered there was little or nothing on the market that could work in a leaf spring application, and at the same time was constructed with top shelf components (there are a few examples out there built with lesser components). In the process of figuring out what we could come up with, we contacted three individuals with our idea for a fabricated leaf spring rear end housing. The trio included Jerry Bickel at www.jerrybickel.com, Mark Williams at www.markwilliams.com and Kim Smith at www.smithracecraft.com. Each of these folks had some special parts in their respective arsenals. All had in-depth knowledge of high strength drag race rear end housings. We wanted to tap that knowledge and mix those pieces into a unique housing. And that’s exactly what happened!
The beginning is a bare 4130 “Pro HD” housing from Jerry Bickel. The housing is based upon a Tig welded 4130 steel center with 3.250 4130-axle tubes. The faceplate is precision milled with water jet cut mounting holes. Screw-in studs are used to mount the third member. It will accept a large 9.5-inch diameter ring gear (although we’ll never use one). The housing works for a four link with 17-inch center, but again, we’re not using one. Finally, it comes complete with a slick billet filler cap, a drain and a housing vent.
In terms of construction, Jerry Bickel builds the center of his Pro housings with 4130 chrome moly steel sheets. The center section cone components are cut and folded and then mated to the faceplate by way of Tig welding (beautifully, by the way). As pointed out above, the faceplate is precision milled. You can see the milling marks in the accompanying photos. That means the center section will bolt in correctly. As pointed out above, the chrome moly axle tubes are 3.250-inches in diameter. They’re locked into the center section by way of an internal bulkhead. The axle tubes are in turn completely welded (360 degrees) to the inside of the bulkhead, welded to the faceplate and completely welded to the exterior cone. The bottom line here is that the tubes aren’t going anywhere.
Next issue we’ll dig deeper into the JBRC housing construction, plus we’ll examine Mark Williams’ housing ends. What you see might be surprising. Watch for it!
Leave a Reply