Click Here to Begin
We have been publishing articles over the past few weeks showing you how to swap rear gears in the most popular rear ends/differentials found in classic muscle cars. However, I’ve realized that in writing these articles, I was slightly remiss in glossing over a very important part of the gear swap process. This part is properly setting pinion depth and backlash prior to final assembly. If you don’t do this before you close everything up, you’re most likely going to eat those new gears and end up having to go through the whole process again. You may even end up having to replace the whole differential.
Backlash is pretty easy to set; the process of how to set it varies depending on what type of differential you’ve got. There are, however, two ways to set pinion depth, neither of which varies by manufacturer.
The first is the easy way. The second is the hard way. Unfortunately, most of you are going to have to do it the hard way, but just in case you get lucky and find the required tools, I’m going to teach you both. I’m going to start with an explanation of what both are, and then I’ll explain the easy way first and the hard way second.
We have been publishing articles over the past few weeks showing you how to swap rear gears in the most popular rear ends/differentials found in classic muscle cars. However, I’ve realized that in writing these articles, I was slightly remiss in glossing over a very important part of the gear swap process. This part is properly setting pinion depth and backlash prior to final assembly. If you don’t do this before you close everything up, you’re most likely going to eat those new gears and end up having to go through the whole process again. You may even end up having to replace the whole differential.
Backlash is pretty easy to set; the process of how to set it varies depending on what type of differential you’ve got. There are, however, two ways to set pinion depth, neither of which varies by manufacturer.
The first is the easy way. The second is the hard way. Unfortunately, most of you are going to have to do it the hard way, but just in case you get lucky and find the required tools, I’m going to teach you both. I’m going to start with an explanation of what both are, and then I’ll explain the easy way first and the hard way second.
What Are Pinion Depth and Backlash?
Pinion depth is how far the head of the pinion gear is from the centerline of the differential carrier and axles when everything is buttoned up. Get this wrong, and you’ll start wearing the teeth of the ring and pinion almost as soon as you start driving. The pinion depth specification for your particular pinion bearing will be stamped on the face of the pinion gear. Backlash is how far the ring gear sits from the pinion gear once installed in the differential. You’ll find the backlash specification for your ring gear in the documentation with your gear set.
Tools and Equipment You’ll Need
Some of the tools you’ll need to properly set pinion depth and backlash correctly are fairly esoteric, while others you’ve probably got in your toolbox at home. You should be able to rent or borrow what you don’t own from stores like Autozone and O’Reilly Auto Parts.
• Rubber mallet
• Dial indicator with magnetic base
• Pinion depth gauge
• Click-type torque wrench up to 200 lb-ft
• Dial-type or beam-type torque wrench calibrated in inch-pounds up to 50 in-lbs
• Wrench set
• Socket set
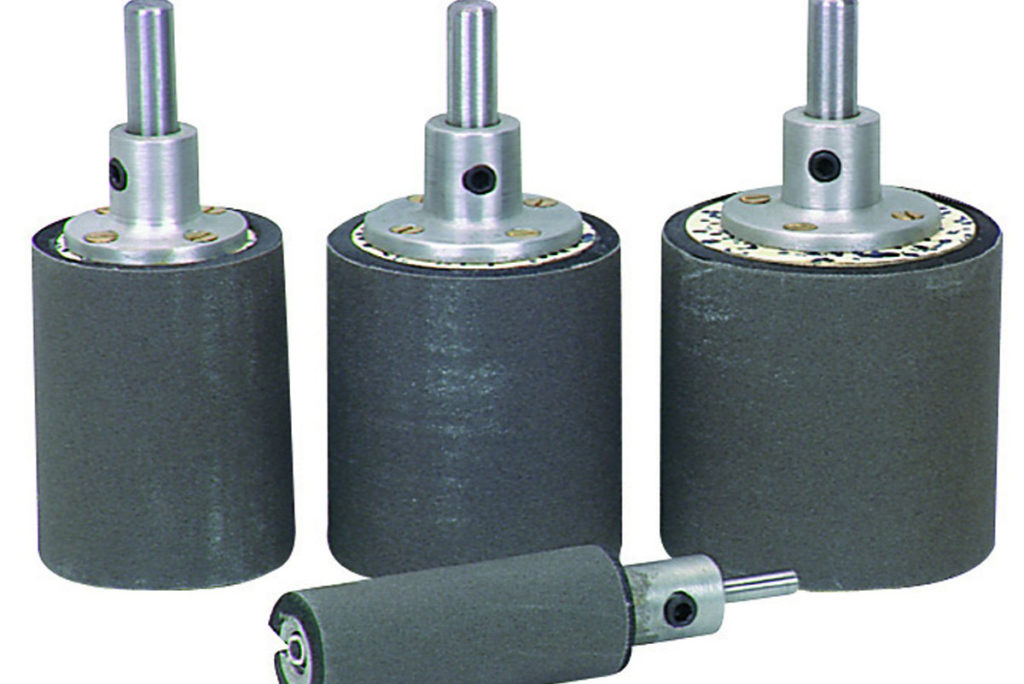
• Pinion Bearing Splitter Tool (See image above)
• Barrel sander or grinder
• Drill or die grinder
• Safety glasses
• Ring and pinion installation kit
Setting Pinion Depth Step 1
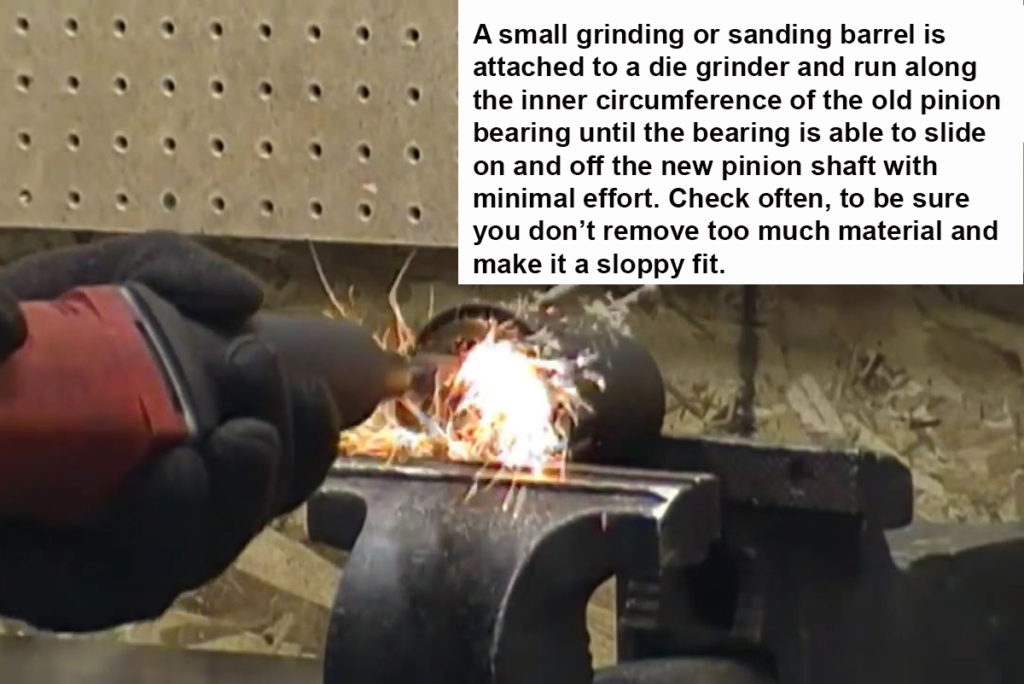
This step pertains to both the easy and hard ways for setting pinion depth. Move the new pinion gear and bearings away from your work area to keep them clean. Use the sander or grinder barrel to open the inner diameter of your old pinion bearing just enough that you can install and remove it from the new pinion with some effort, but without damaging it. Make note of the pinion depth spec stamped on the pinion gear or listed with the kit specs.
Setting Pinion Depth Step 1: The Pinion Bearing Tool
Grab the new pinion and slide the pinion shim that was on the old pinion over the pinion shaft, followed by the bearing. Slide the pinion into place in the differential housing (the outer bearing and seal should be installed by now) until it bottoms out. Put a light film of oil on the pinion yoke and tap it into place. Torque the old pinion nut to the specifications listed in your kit. From here the two methods vary.
Setting Pinion Depth the Easy Way Step 1: Assemble the Pinion Depth Gauge
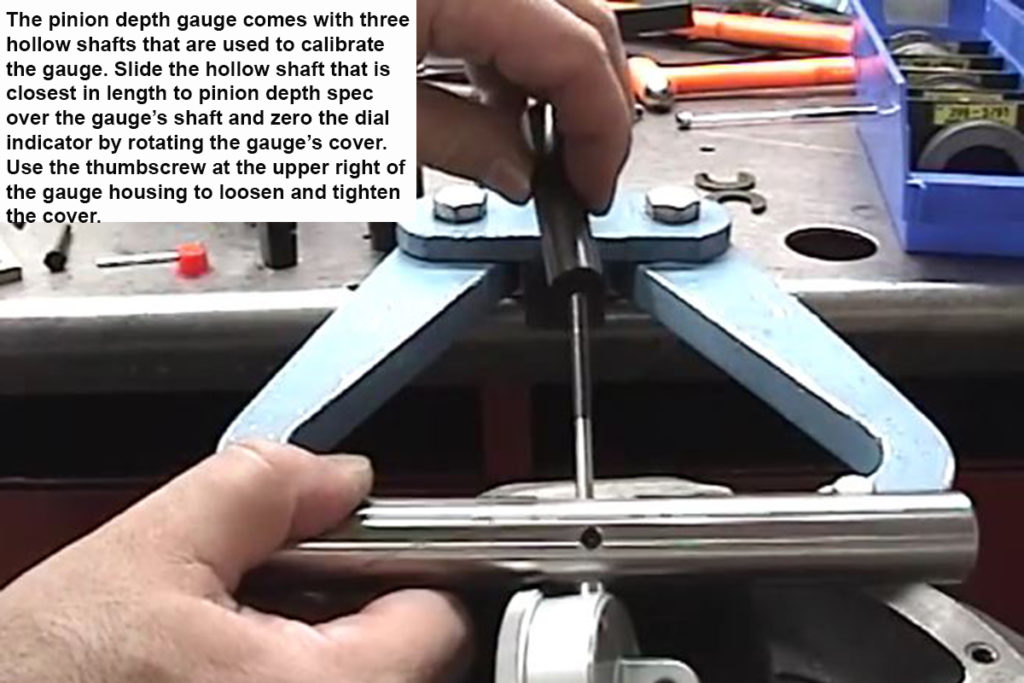
There are a couple of ways assembly is accomplished, so I’ll leave it to you to read the directions. Refer to the pinion depth spec listed with your kit and select the calibration shaft that is larger than the spec. For instance, if the spec is 3.325 inches and you’ve got a 1.250-inch, a 2.500-inch, and 3.375 inch calibration shaft, you need to pick the 3.375-inch calibration shaft.
Setting Pinion Depth the Easy Way Step 1: The Pinion Depth Gauge
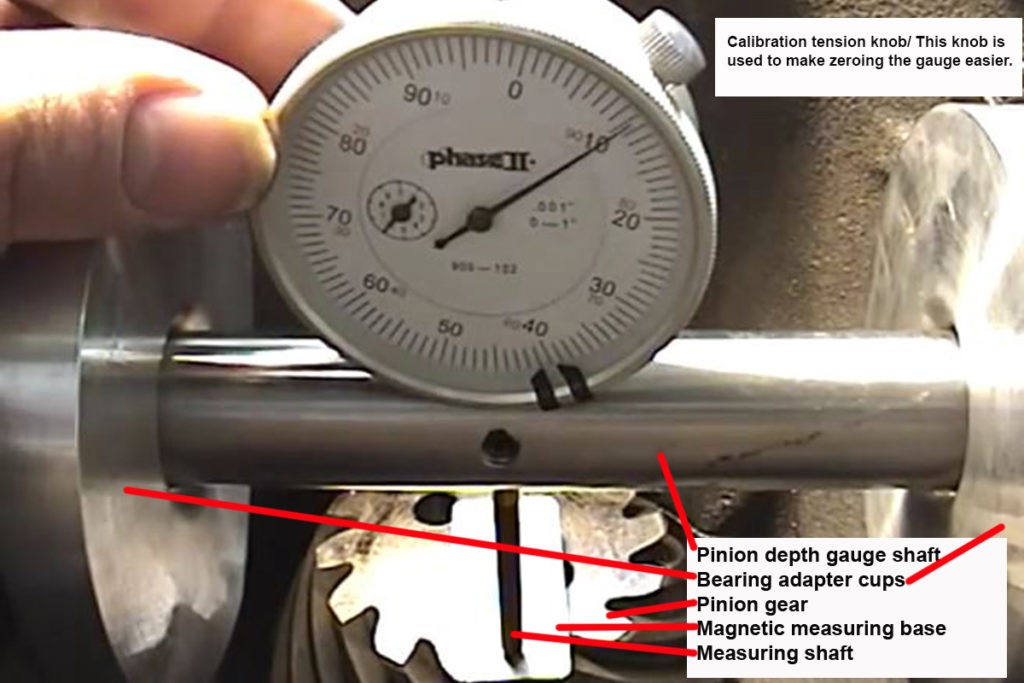
Slide the calibration shaft over the gauge shaft and carefully rotate the gauge’s dial until both indicator needles read zero. Next, find and lubricate the two end cups that fit into the carrier bearing saddles correctly. Slide the depth gauge shaft into the center holes of the cups and slip the cups into the bearing saddles.
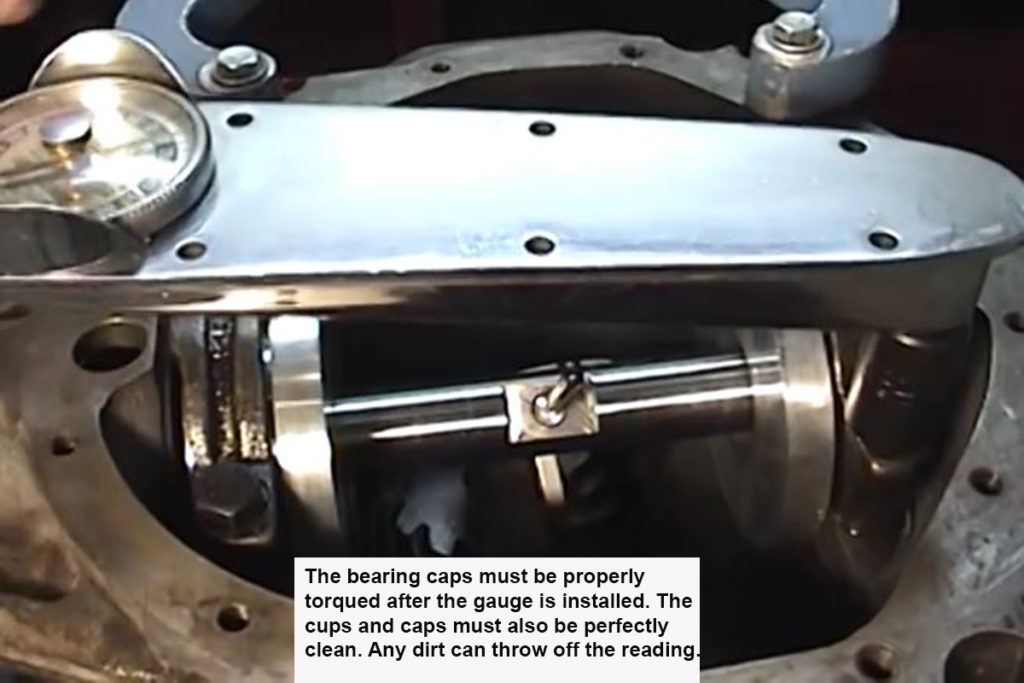
Setting Pinion Depth the Easy Way Step 1: Calibrate the Pinion Depth Gauge
Install and torque down the bearing caps (make sure side to side and top to bottom are correct) to about 25 lb-ft.
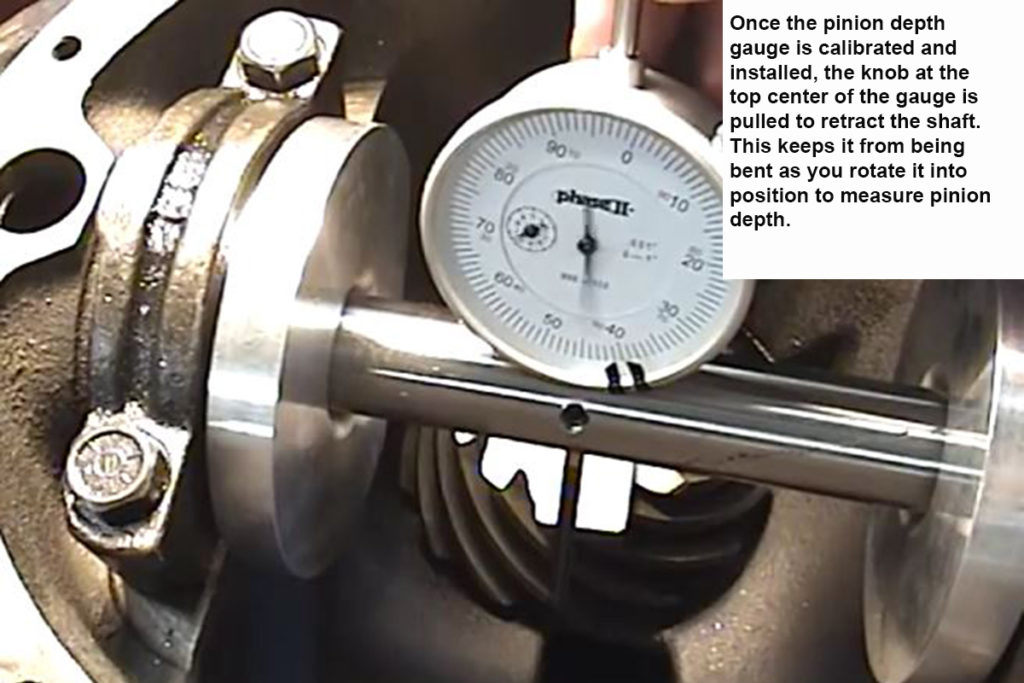
The Easy Way Part 2: Check Installed Pinion Depth
The gauge should have come with a magnetic block. Center this on the pinion gear head. There’s a nub on the top of the gauge head. Lift it to retract the gauge shaft and rotate the gauge so the shaft points toward the pinion. Slowly release the shaft until it rests upon the magnetic block. Rotate the gauge back and forth slowly to where the needle deflects the most and note the number on the large scale, as well as the number on the smaller scale.
The Easy Way Part 3: Do the Math
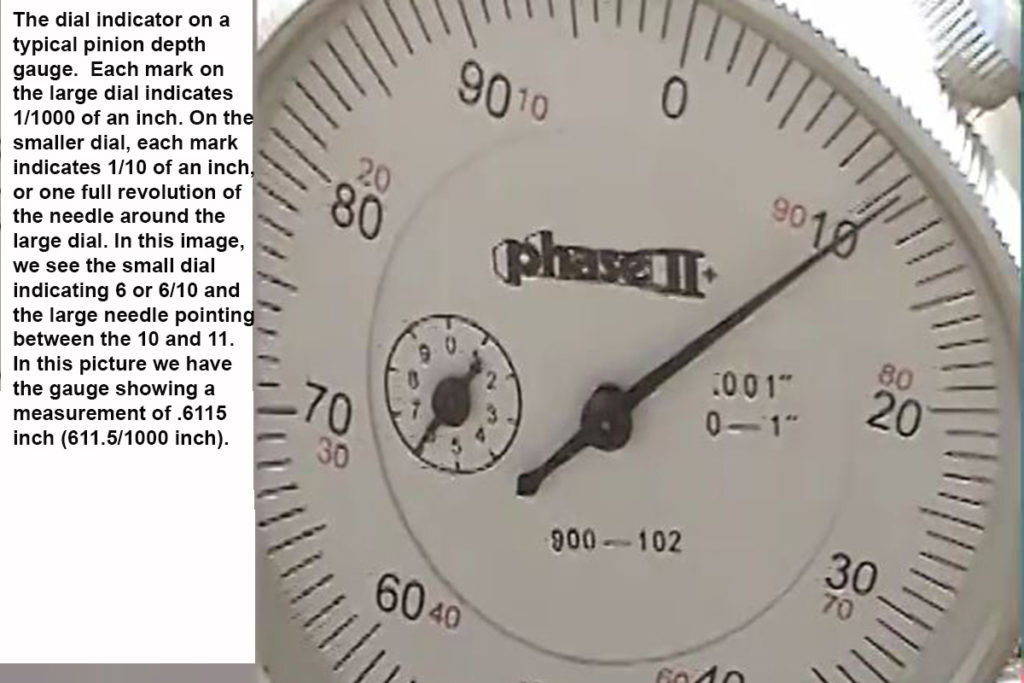
Let’s say that you used the 3.375-inch calibrator. Now, let’s say that the small needle is pointing at the number 4 and the big needle is pointing at 12. These indications mean the needle deflected a total of .412 inches (412/1000-inch). To determine the installed pinion depth, you will need to subtract the indicator reading (.412) from the calibrator size (3.375). The equation looks like this:
3.375-.412=2.963. Your current installed pinion depth is 2.963 inches.
The Easy Way Part 3: Adjust Shim Thickness As Required
Ok. Now, let’s say the specification is 2.970. That means that the pinion is too close to the centerline of the axle by 7/1000 inch, so you need to adjust the shim size. Let’s say the original shim is a .015 (15/1000) shim. You need to remove the depth gauge and the pinion again, remove the old shim, and install a shim that measures 8/1000 inch thick. Once that’s done, reassemble everything and verify that you’ve got the pinion depth correct.
Setting Pinion Depth the Hard Way: Step 1: Prepare the Old Pinion Bearing
Setting pinion depth the hard way is a matter of trial and error. Put the new parts away where they won’t be contaminated. Install the sanding barrel or grinder tip in your drill and slowly move it in and out of the old pinion bearing while moving it around the inner circumference of the bearing. When you’ve made a few revolutions, thoroughly clean it and see if it fits, with some effort, on the new pinion bearing and that you can remove it. If not, put the new pinion away and machine the new bearing a little more until you can install and remove the bearing with some effort.
Step 2: Install the New Pinion in the Housing
Put the original shim on the new pinion and slide the old bearing into place. Make sure the outer pinion bearing and seal are installed and install the pinion into the housing. Put a light coat of oil on the end of the pinion yoke that slides through the seal. Tap the yoke onto the pinion and run the old pinion nut down. Torque it to the proper spec found with the kit.
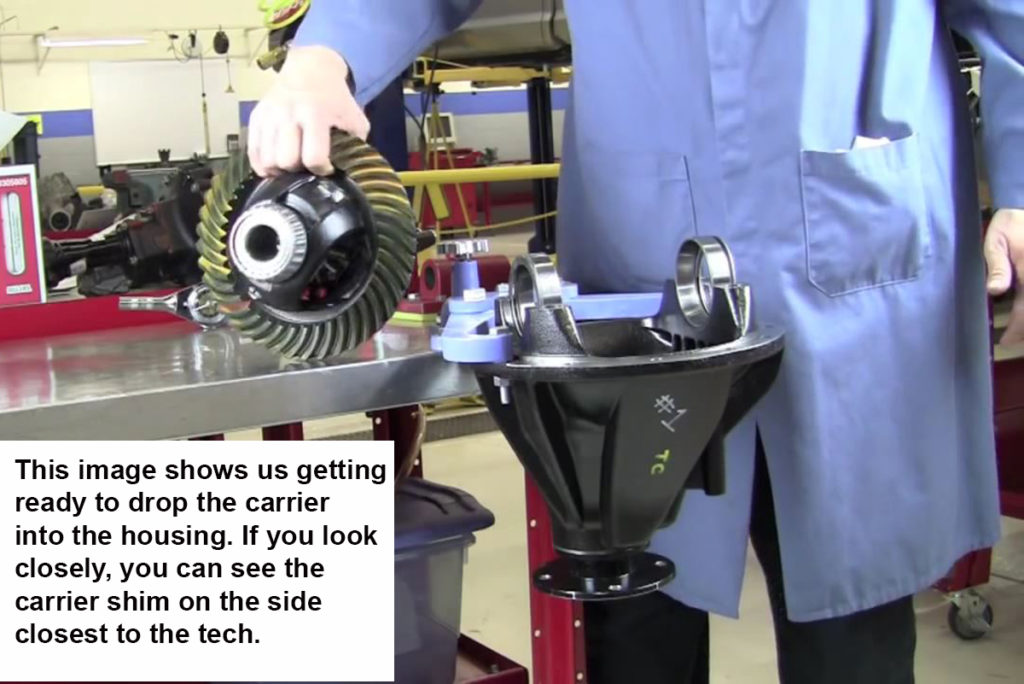
Step 3: Install the Ring Gear and Carrier
Make sure the carrier bearing saddles and caps are clean. Install the carrier into the housing with any shims and backlash adjusters that are required. Properly orient and install the bearing caps and torque them down to spec.
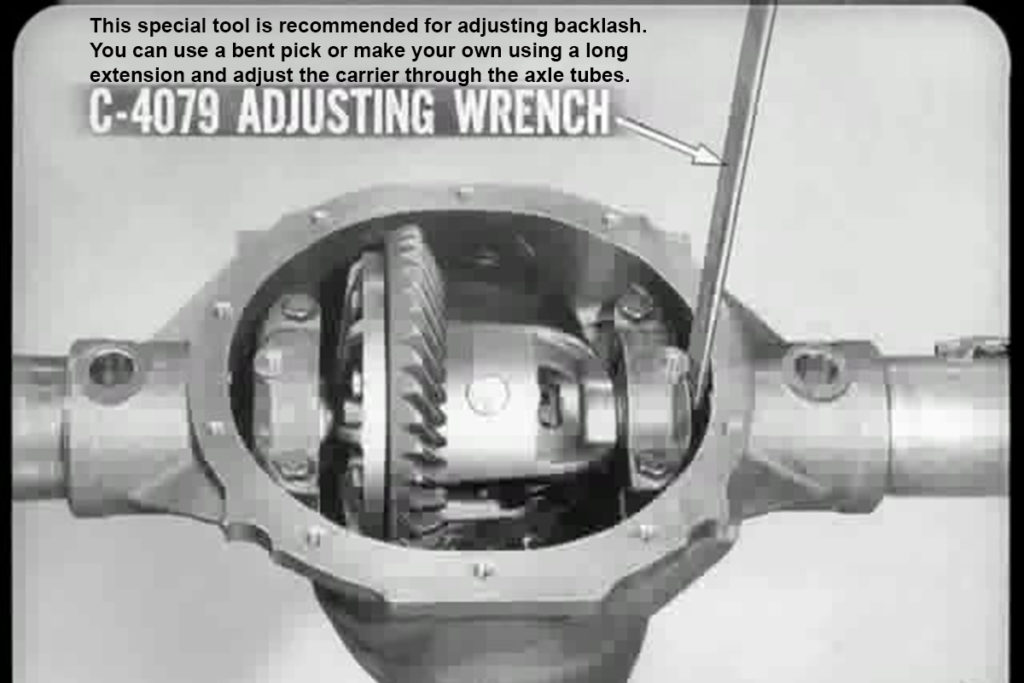
Step 4: Adjust Backlash
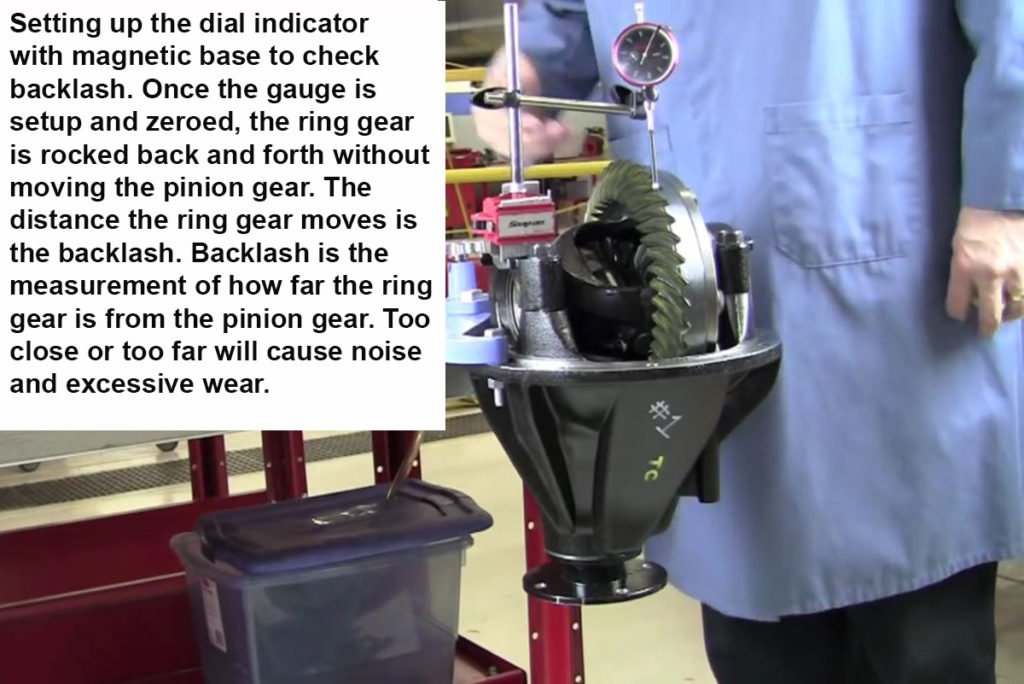
Mount your dial indicator’s magnetic base on one of the bearing caps and place the tip of the indicator against the convex surface of one of the ring gear teeth. Reset the gauge’s dial to zero. Grasp the ring gear and rock it back and forth without turning the pinion yoke. You just want to see how far the ring gear will travel before it contacts the pinion gear.
Step 4: Measure Backlash
Adjust the two adjuster nuts until the proper backlash spec has been achieved. Let’s imagine a backlash spec of .019-.025:
• If the indicator only swings .015, you need to move the ring gear away from the pinion.
• If the gauge reads .030, you need to move the ring gear closer to the pinion.
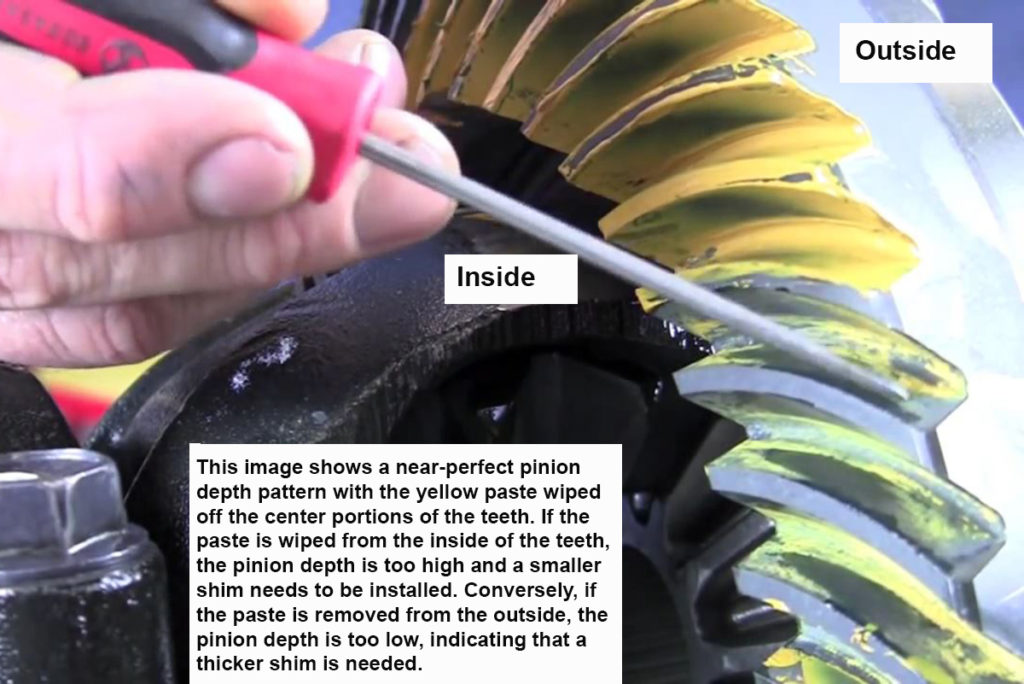
Step 5: Check the Pattern
Coat both sides of five to ten of the ring gear’s teeth with the paste that came with your kit. Now, turn the pinion yoke through enough revolutions to rotate the ring gear one full turn, applying some drag to the ring gear/carrier by hand. Keep pressure on the carrier and rotate the yoke the other direction to rotate the ring gear through one full revolution. Rotate the yoke until the area of the ring gear with the paste is exposed.
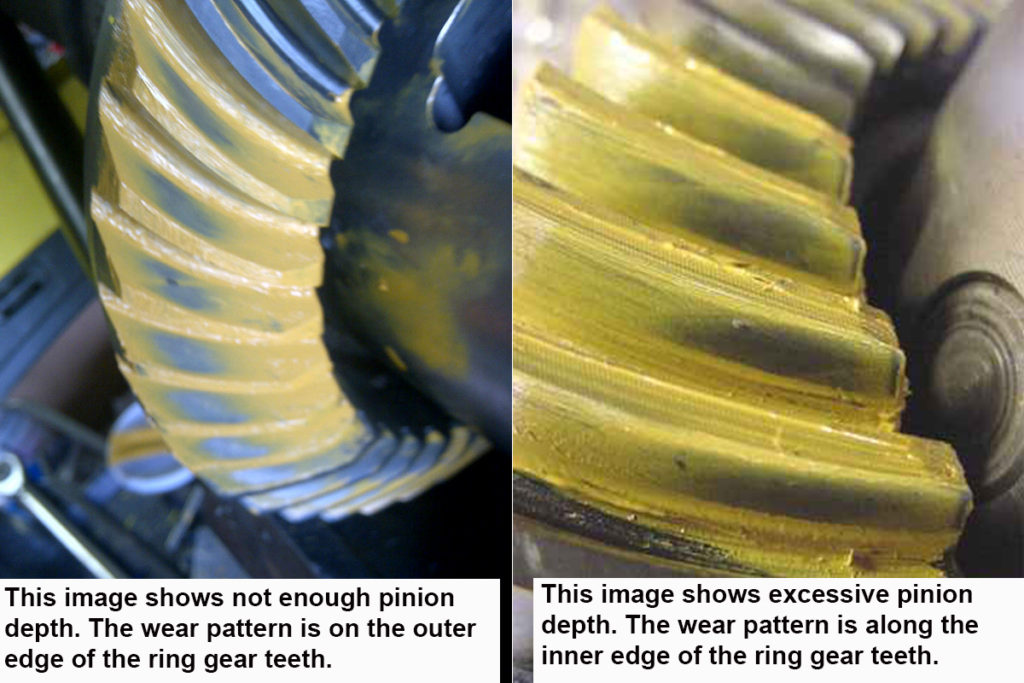
Step 5: Adjust Incorrect Patterns
You’re looking for where in the ring gear teeth the paste was wiped off. It should be centered on both sides of all the teeth. If the contact pattern is more towards the carrier, you need to take everything apart and install a smaller shim (Image on left above). On the other hand, if the contact pattern is on the outer edge of the teeth, you need to install a larger shim (Image on right above). When swapping out shims, you should never change shim size by more than 3/1000 (.003) at a time.
Step 6: Disassemble and Install the New Inner Pinion Bearing
Pull the carrier out and set it aside. Next, remove the pinion nut and yoke. Now, remove the old bearing from the pinion. Press the new bearing into place, making sure the shim you had in the previous step is still in place.
Step 7: Reassemble the Differential
Slide the crush sleeve (if required) into place against the new pinion bearing and slide the pinion into the housing. Lube the end of the yoke again and tap it into place. Thread the new pinion nut onto the end of the pinion shaft and pre-torque it to about 25 lb-ft less than the specification. Reinstall the carrier and set the backlash following the steps outlined above.
Step 8: Set the Pinion Preload
Place the torque wrench, calibrated in inch-pounds, on the pinion nut and rotate the yoke through two full revolutions, paying close attention to the reading on the torque wrench. Using the large torque wrench, torque the pinion nut down five more lb-ft and rotate the yoke with the inch-pound wrench again, checking the reading.
Step 8: Don’t Over-Torque!
Keep this up until you have reached the pinion preload torque specified in the instructions with your kit. Never over-torque the pinion nut and then back it off as this will allow the pinion to flop forward and backwards in the housing as you drive! If you have too much preload on the pinion, you MUST tear everything down and install a new crush sleeve.
Finishing Up
Now, head back over to the new gear set install article that you were reading to find out how to finish up the job of installing new gears in your differential.
The above chart is for most Mopar rear ends and will give you a ballpark shim size to start with when setting pinion depth.
Mike's love of cars began in the early 1970's when his father started taking him to his Chevron service station. He's done pretty much everything in the automotive aftermarket from gas station island attendant, parts counter, mechanic, and new and used sales. Mike also has experience in the amateur ranks of many of racing's sanctioning bodies.


![[Gallery] 3rd. Annual Father's Day Classic Car Show](https://www.racingjunk.com/news/wp-content/uploads/2026/07/Calistoga-2026-18-scaled-e1783026475349-376x206.jpg)


![[Gallery] Blackhawk Museum Stop Over](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_0918-e1782449621944-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave a Reply