



![[Gallery] Golden Colorado Cruise for June 2026](https://www.racingjunk.com/news/wp-content/uploads/2026/06/golden-cruise-6-6-26_0636-e1781819009555-376x206.jpg)
![[Gallery] Daytona Flea & Farmers Market Monthly Classic Car Cruise-In](https://www.racingjunk.com/news/wp-content/uploads/2026/06/DSC_4562-e1781284205918-376x206.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
High Tech Pistons for the Masses – Part 2
Click Here to Begin Slideshow
Last issue, we started our investigation into MAHLE Motorsports’ “high tech pistons for the masses.” That first segment certainly wasn’t the end of the features found in MAHLE’s PowerPak piston lineup. When shopping for pistons, you'll find that two basic types of piston skirts are common in the aftermarket: full skirts and slipper skirts. The slipper skirt has a smaller contact area (with the cylinder wall), but the initial forging can also be made lighter than a full skirt piston (piston lightening is another matter). In the case of a full skirt piston, you'll find that the skirt isn't actually round. Instead, the shape is such that only the faces on the thrust axis of the piston actually contact the cylinder wall. When compared to a slipper skirt, the full skirt piston will still have more contact area. Because of this, some folks feel a full skirt is, sometimes, easier on cylinder bores. In MAHLE’s experience, however, the slipper skirt design wins hands down. It provides for a lighter piston with less drag. That spells more power and greater efficiency.
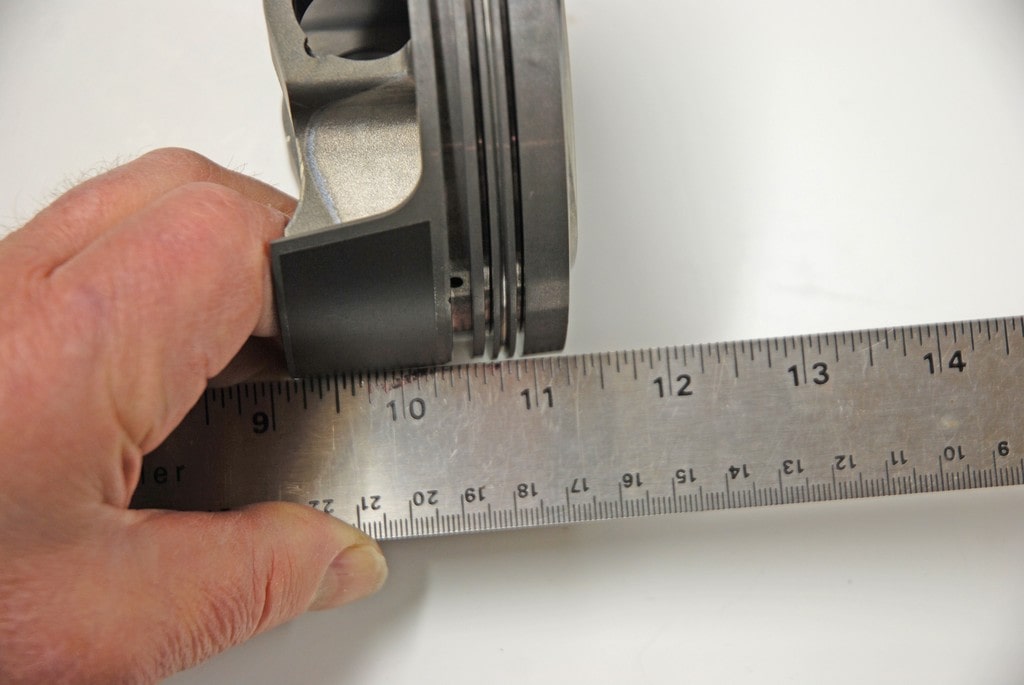
Aluminum pistons expand when heated (no secret). Because of this, the shape of a piston can change as an engine goes through the heat cycle. If you carefully measure some pistons at the skirt, you'll find that they aren't round. Instead, they're elliptical - narrower through the wrist pin centerline and wider through the thrust centerline (the thrust centerline is opposite or 90° perpendicular to the pin centerline). This isn't a mistake. The ellipse shape is called a "cam grind." Normally the cam grind on a piston is between 0.020-0.045-inch. That isn't much, but it is critical because piston dimensions change as it reaches operating temperature.
A number of pistons also feature something called a "barrel grind" or finish. This means the skirt bulges outward below the oil ring land. If you measured a barrel ground piston, you'd find that it is smallest just below the top ring land. At a specific point in the skirt, the dimensions reach their peak and then decrease. Some pistons use a slightly less complex profile. It's called "taper." What this means is the piston diameter is smallest at the top ring land and progressively becomes larger towards the bottom of the skirt. As you can well imagine, both "taper" and "barrel grinds" are critical when it comes to establishing the piston-to-wall clearance. Because of taper or barrel grind built into a piston, you have to be absolutely positive about where on the skirt the piston manufacturer specifies clearance checking.
MAHLE takes the shape of the piston skirt one (giant) step forward. They tell us that the shape of their piston can actually prove oval in more than one plane. It is engineered with ovality so that as the aluminum material heats and expands, the shape of the piston expands to the correct shape of the cylinder bore. While the engineering is complex, the end result is a piston that offers more uniform (and desirable) piston-to-wall clearance at operating temperatures along with better ring seal and reduced friction.
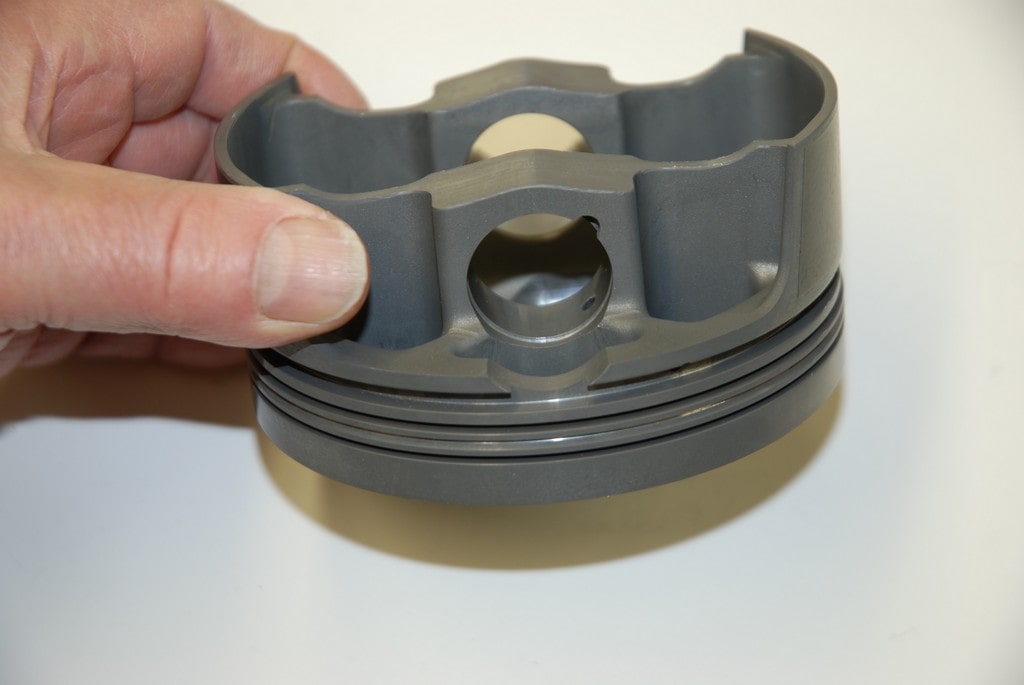
The compression height of a piston pretty much establishes the wrist pin vertical dimensions, but you also have to consider the horizontal plane. Wrist pins can be located in the center between the piston skirts or they can be offset. MAHLE notes that pin offset is primarily used in OE applications for noise considerations. PowerPak pistons primarily don’t have pin offset in them. Many engine builders agree that a centered relationship is the best, but you'll get arguments for both cases.
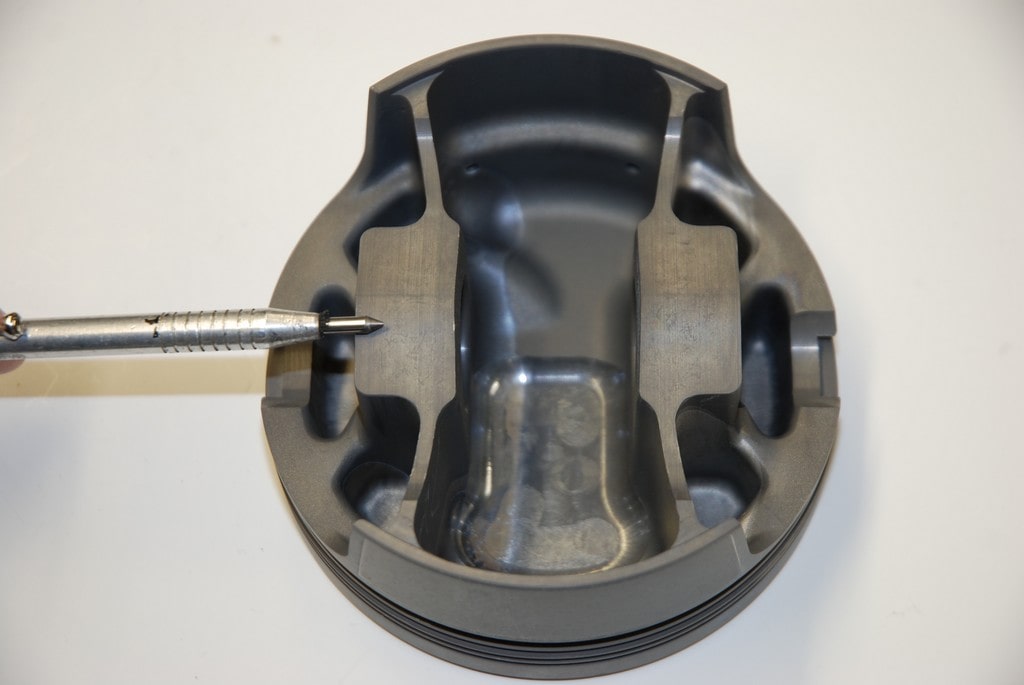
Two things you should think about when looking at pistons are the size of the pin supports and wrist pin clearance. Ideally, the pin supports (sometimes called "pin towers") should be as large as possible. Unfortunately, large pin supports can also increase piston weight. The next best move is to move the supports together. The closer they are, the better the chance of supporting the pin. Remember that there should be adequate side clearance between the supports to allow for connecting rod misalignment.
When it comes to pin clearance, most production cast pistons operate with a figure of 0.0002-0.00025-inch. Pistons forged with a high silicon alloy (4032) can have a hot running clearance of between 0.0015-0.0020-inch (the cold, installed numbers begin at 0.0002-inch). On the other hand, some engine builders recommend a cold clearance of as much as 0.0008-inch between the pin and the pin bore. Generally speaking, the correct pin-to-bore clearance figure depends upon the piston type, the form of pin retention and the operational situation. Always double check pin clearance figures with your piston manufacturer.
There’s more to piston pin bores; MAHLE has this to offer: “Piston failures can often be traced back to poor and inconsistent pin bore quality or design. The pin bores on every MAHLE Motorsport piston are finish machined using CNC equipment specially designed and manufactured by MAHLE to precisely control shape, size and alignment. This added control allows for advanced designs and flexibility, resulting in unmatched consistency and performance. MAHLE manages every small detail with the type of precision and expertise you would expect from the world’s piston technology leader.”
That’s not the end of it either: MAHLE profiles the piston pin bores to allow the wrist pin to spin in the pin bore. Should the spinning stop, the risk of galling increases. MAHLE’s advanced design allows the pin to spin and actually flex while continuing to distribute oil lubrication. To get there, MAHLE uses specific pin bore machining equipment that eliminates any need for finish honing.
There are a number of methods used to oil the wrist pin. The simplest form used by some companies (though not by MAHLE) is based upon the "splash" system: A hole is simply drilled at the bottom end of the pin boss (visible from the base of the piston). As the crankshaft spins, oil splashes upward, enters the hole and lubricates the pin. In pistons with this type of pin oiler, there is always a chance that oil didn't "splash" into the hole and lube the pin. And as you can well imagine, there is no real way to regulate the volume of oil that reaches the pin.
“Forced” oiling is a system that's common in high performance and racing pistons. A passage is drilled from the oil ring groove to the top of the wrist pin bore. As the oil is scraped from the cylinder wall, it's directed to the pin oiler, and then on to the wrist pin. This is a very efficient system, and as the piston speed increases, so does the oil pressure to the wrist pin.
Another pin oiler design you might encounter includes machining grooves in the upper sides of the pin bores as side reliefs that allow oil travel across the pin. MAHLE notes this has proven effective.
That’s a wrap for this segment. We’ll finish up on wrist pin lock types and installation tips next issue, in part three of this series. We’ll also start our look at ring lands in part four. In the meantime, check out the accompanying photos and captions:
Last issue, we started our investigation into MAHLE Motorsports’ “high tech pistons for the masses.” That first segment certainly wasn’t the end of the features found in MAHLE’s PowerPak piston lineup. When shopping for pistons, you'll find that two basic types of piston skirts are common in the aftermarket: full skirts and slipper skirts. The slipper skirt has a smaller contact area (with the cylinder wall), but the initial forging can also be made lighter than a full skirt piston (piston lightening is another matter). In the case of a full skirt piston, you'll find that the skirt isn't actually round. Instead, the shape is such that only the faces on the thrust axis of the piston actually contact the cylinder wall. When compared to a slipper skirt, the full skirt piston will still have more contact area. Because of this, some folks feel a full skirt is, sometimes, easier on cylinder bores. In MAHLE’s experience, however, the slipper skirt design wins hands down. It provides for a lighter piston with less drag. That spells more power and greater efficiency.
Aluminum pistons expand when heated (no secret). Because of this, the shape of a piston can change as an engine goes through the heat cycle. If you carefully measure some pistons at the skirt, you'll find that they aren't round. Instead, they're elliptical - narrower through the wrist pin centerline and wider through the thrust centerline (the thrust centerline is opposite or 90° perpendicular to the pin centerline). This isn't a mistake. The ellipse shape is called a "cam grind." Normally the cam grind on a piston is between 0.020-0.045-inch. That isn't much, but it is critical because piston dimensions change as it reaches operating temperature.
A number of pistons also feature something called a "barrel grind" or finish. This means the skirt bulges outward below the oil ring land. If you measured a barrel ground piston, you'd find that it is smallest just below the top ring land. At a specific point in the skirt, the dimensions reach their peak and then decrease. Some pistons use a slightly less complex profile. It's called "taper." What this means is the piston diameter is smallest at the top ring land and progressively becomes larger towards the bottom of the skirt. As you can well imagine, both "taper" and "barrel grinds" are critical when it comes to establishing the piston-to-wall clearance. Because of taper or barrel grind built into a piston, you have to be absolutely positive about where on the skirt the piston manufacturer specifies clearance checking.
MAHLE takes the shape of the piston skirt one (giant) step forward. They tell us that the shape of their piston can actually prove oval in more than one plane. It is engineered with ovality so that as the aluminum material heats and expands, the shape of the piston expands to the correct shape of the cylinder bore. While the engineering is complex, the end result is a piston that offers more uniform (and desirable) piston-to-wall clearance at operating temperatures along with better ring seal and reduced friction.
The compression height of a piston pretty much establishes the wrist pin vertical dimensions, but you also have to consider the horizontal plane. Wrist pins can be located in the center between the piston skirts or they can be offset. MAHLE notes that pin offset is primarily used in OE applications for noise considerations. PowerPak pistons primarily don’t have pin offset in them. Many engine builders agree that a centered relationship is the best, but you'll get arguments for both cases.
Two things you should think about when looking at pistons are the size of the pin supports and wrist pin clearance. Ideally, the pin supports (sometimes called "pin towers") should be as large as possible. Unfortunately, large pin supports can also increase piston weight. The next best move is to move the supports together. The closer they are, the better the chance of supporting the pin. Remember that there should be adequate side clearance between the supports to allow for connecting rod misalignment.
When it comes to pin clearance, most production cast pistons operate with a figure of 0.0002-0.00025-inch. Pistons forged with a high silicon alloy (4032) can have a hot running clearance of between 0.0015-0.0020-inch (the cold, installed numbers begin at 0.0002-inch). On the other hand, some engine builders recommend a cold clearance of as much as 0.0008-inch between the pin and the pin bore. Generally speaking, the correct pin-to-bore clearance figure depends upon the piston type, the form of pin retention and the operational situation. Always double check pin clearance figures with your piston manufacturer.
There’s more to piston pin bores; MAHLE has this to offer: “Piston failures can often be traced back to poor and inconsistent pin bore quality or design. The pin bores on every MAHLE Motorsport piston are finish machined using CNC equipment specially designed and manufactured by MAHLE to precisely control shape, size and alignment. This added control allows for advanced designs and flexibility, resulting in unmatched consistency and performance. MAHLE manages every small detail with the type of precision and expertise you would expect from the world’s piston technology leader.”
That’s not the end of it either: MAHLE profiles the piston pin bores to allow the wrist pin to spin in the pin bore. Should the spinning stop, the risk of galling increases. MAHLE’s advanced design allows the pin to spin and actually flex while continuing to distribute oil lubrication. To get there, MAHLE uses specific pin bore machining equipment that eliminates any need for finish honing.
There are a number of methods used to oil the wrist pin. The simplest form used by some companies (though not by MAHLE) is based upon the "splash" system: A hole is simply drilled at the bottom end of the pin boss (visible from the base of the piston). As the crankshaft spins, oil splashes upward, enters the hole and lubricates the pin. In pistons with this type of pin oiler, there is always a chance that oil didn't "splash" into the hole and lube the pin. And as you can well imagine, there is no real way to regulate the volume of oil that reaches the pin.
“Forced” oiling is a system that's common in high performance and racing pistons. A passage is drilled from the oil ring groove to the top of the wrist pin bore. As the oil is scraped from the cylinder wall, it's directed to the pin oiler, and then on to the wrist pin. This is a very efficient system, and as the piston speed increases, so does the oil pressure to the wrist pin.
Another pin oiler design you might encounter includes machining grooves in the upper sides of the pin bores as side reliefs that allow oil travel across the pin. MAHLE notes this has proven effective.
That’s a wrap for this segment. We’ll finish up on wrist pin lock types and installation tips next issue, in part three of this series. We’ll also start our look at ring lands in part four. In the meantime, check out the accompanying photos and captions:
Leave a Reply