Finding the right cylinder block no longer requires a trip to your local engine rebuilder. Sometimes your dream block is right at your local Chevy dealers. This three part series will help you find which one is right for you.
In another “life” (roughly four decades ago), racers would scrounge the local engine rebuilder inventory searching for trick blocks. Yours truly was there and we’d search high and low for just the right block. On both small block and big block applications, finding a 512 casting was somehow akin to reaching Nirvana. They were supposed to be the epitome of performance (true or not!) and of course, we all believed in what we heard within the racing community at the time. The truth is, when it comes to mechanics, the real backbone of an engine isn’t the numbers. Instead, it’s the cylinder block beneath the numbers.
Today, there are plenty of cylinder blocks out there – used blocks, new blocks, original equipment pieces, iron blocks, aluminum blocks (and even billet aluminum blocks), aftermarket blocks and heavy duty or “bow tie” blocks from your local dealer. You don’t have to scrounge. From a Chevy perspective, the bow tie hardware offered by your local dealer can be a great deal. Chevy catalogs a couple of dozen different cylinder blocks for small block applications (not counting the newer LS-series engine) and more than dozen different cylinder blocks for big block applications. Applications range from the mildest of street performance engines to NASCAR circle track engines to NHRA Pro Stock drag race combinations.
For a closer look beneath the numbers check out the following captioned photos. You might be surprised at the level of sophistication available at your local Chevy (or other GM) dealer. Watch for more on the big bow tie block in upcoming issues.
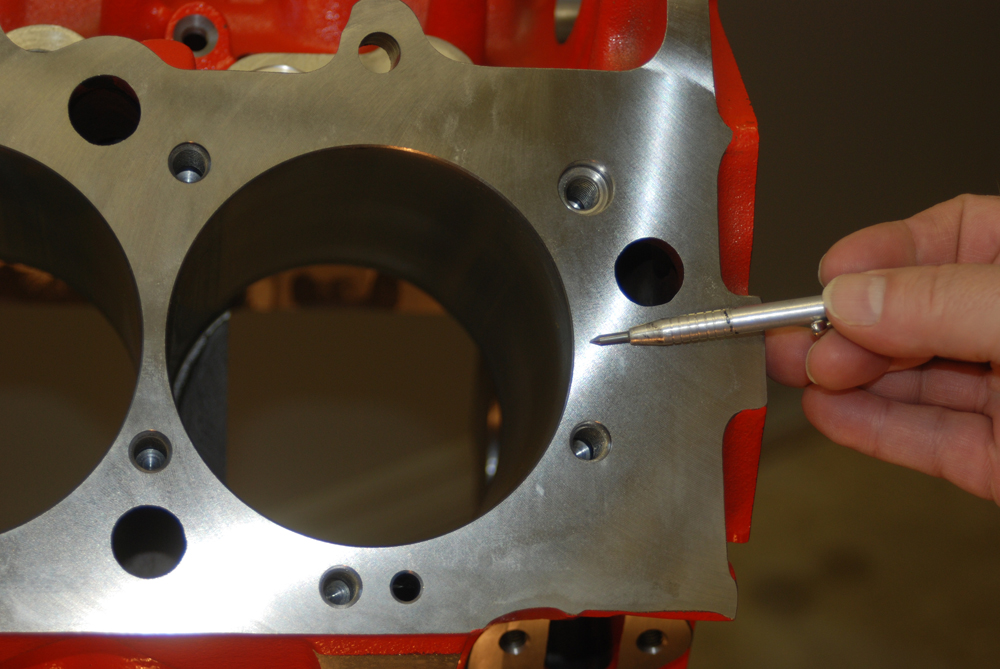
During power strokes, the pistons exert considerable force on the major thrust surfaces of the block as they push down on the connecting rods. Pistons on the driver’s side of the engine wear against the inside (lifter valley side) bore surface while pistons on the passenger’s side of the engine wear against the outside (exhaust manifold side) bore surface of the engine. In used engines, this tends to create egg-shaped cylinders, but it’s also important to note that due to core shift during the casting process, some cylinder blocks are thinner than they should be in critical locations. This is particularly important when over-boring an engine. In order to determine cylinder wall thickness, an “ultrasonic” testing device is used for measurement. On certain cylinder blocks, Chevrolet Performance Parts include a sonic test check sheet with each casting. Chevy tests the blocks at 1-3/4-inch down the bore and 3.00-inches down the bore. The corner cylinders (front left, front right, rear left and rear right), as shown in the first photo are also tested on the outboard (leading or trailing) edges. For a naturally aspirated engine, a wall thickness of 0.250-inch on the major thrust side and 0.200-inch on the opposite side is desirable. To give you an indication of how stout the Chevy Performance Parts bow tie big block case is, this example has a minimum thickness on the major thrust surface of 0.302-inches (maximum checks out at 0.395-inches) – and that’s with a 4.560-inch cylinder bore!Similar to other bores in a cylinder block, the camshaft bores can be misaligned or the wrong size. On big block bow tie cylinder blocks, Chevy has a tolerance dimension between 2.1209-inches and 2.1198-inches (a true tolerance range of 0.0011-inch). Typically, if outside of the tolerance dimensions (either way) by 0.0005-inch, camshaft problems can develop. In this particular cylinder block, Chevy’s measured inspection is accomplished at 12:00 and 6:00 o’clock along with 9:00 and 3:00 o’clock. Measuring in more than one clock position determines out of round. This CNC bow tie block checked out as follows: 12-6:00 o’clock (1) 2.1202-inch; (2) 2.1204-inch; (3) 2.1205-inch; (4) 2.1204-inch; (5) 2.1202-inch 9-3:00 o’clock (1) 2.1203-inch; (2) 2.1205-inch; (3) 2.1206-inch; (4) 2.1203-inch; (5) 2.1202-inch Keep in mind that since a cam bore doesn’t have caps, the only way to correct cam bore alignment is to overbore the holes and install oversize camshaft bearings. This block, however, is pretty much perfect.Main bearing or crank bores are, as you can well imagine, critical inside an engine. Two important factors influence the main bearing bore: Bore diameter and alignment. Both are critical in order to avoid bearing failures. In the case of the example CNC bow tie block shown here, the tolerance dimension is between 2.9378-inch and 2.9373-inch (all five main bearing bores). The blocks are measured at 12:00 and 6:00 o’clock, 10:00 and 4:00 o’clock and finally 2:00 and 8:00 o’clock. The measured diameters for this particular block are: 12-6:00 o’clock (1) 2.9375-inch; (2) 2.9374-inch; (3) 2.9376-inch; (4) 2.9376-inch; (5) 2.9375-inch 10-4:00 o’clock (1) 2.9376-inch; (2) 2.9376-inch; (3) 2.9375-inch; (4) 2.9376-inch; (5) 2.9375-inch 9-3:00 o’clock (1) 2.9376-inch; (2) 2.9374-inch; (3) 2.9377-inch; (4) 2.9376-inch; (5) 2.9376-inch Typically, if any main bearing bore is out of alignment by 0.003-inch, then the block should be align honed. As you can see, the CNC-machined bow tie block is well within the tolerance (in fact, extremely close to tolerance).Lifter bores are likely more important than you might think. You see the idea is to have the lifters gliding smoothly within the lifter bore. In a Chevy, the size of the bore is very important, because oil pressure is provided to the lifter by way of holes that connect to the lifter oil galleries. If the lifter to bore clearance is too tight, there’s a chance the lifters will bind. If they’re too loose, then excess oil will bleed around the lifter(s) and thus reduce engine oil pressure. Another consideration is core shift. If you examine this photo, you’ll see the lifter is centered in the bore. That isn’t always the case. Chevrolet Performance Parts specifies a lifter bore diameter of between 0.8442-inch and 0.8432-inch for all lifter bores. In this case, each bore measured 0.8439-inch – again, well inside the tolerance range, and for all intents and purposes, perfect.Cylinder bores seem simple enough, but as pointed out previously, out of round is one consideration, as is the actual bore diameter and cylinder taper. In a high performance block, cylinders should, obviously be round. To get to that point, all race blocks (and more than a few high performance blocks) are first bored, and then honed with torque plates. These plates simulate the stresses that cylinder heads place upon the block (actually distorting the block when bolted down). In the case of the bow tie block shown here, the bores are CNC-machined, then torque plate honed. The result is a very round bore. Following machining, each bore is measured six times – parallel with the block and 90-degrees to parallel, at the top of the bore, in the middle of the bore and at the bottom of the bore. This entire process is repeated twice – once without torque plates installed and once with plates installed (that amounts to 96 different measurements). We won’t go into more detail here, but suffice to say that with the torque plates installed, this particular bow tie cylinder block measured from 4.5603-inches to 4.5606-inches within the entire range of 48 measurements. It’s almost perfectly round, obviously with no taper.During the machining process, all main bearing caps are numbered (stamped), as shown here. It’s not a big deal, until you mix up the caps. That spells trouble. As most of you are aware, the arrows on the caps all point forward.
Gen 4 short 10051107, Gen 4 tall 14044807, Gen 5 short 10185050, Gen 5 tall, 10134366. You should be able to easily identify the old ones by the bowtie cast in the side of the block by the freeze plugs. I am not sure if the new ones still have that feature. This is not a good block to use if weight is any sort of a concern. They are very durable but HEAVY!










Loved the article, but it didn’t touch on what block numbers are best to shoot for when buying them (given they are in great condition)
Gen 4 short 10051107, Gen 4 tall 14044807, Gen 5 short 10185050, Gen 5 tall, 10134366. You should be able to easily identify the old ones by the bowtie cast in the side of the block by the freeze plugs. I am not sure if the new ones still have that feature. This is not a good block to use if weight is any sort of a concern. They are very durable but HEAVY!